Техническое обслуживание электрических аппаратов
Общие сведения. В эксплуатации следят за чистотой и исправностью, проверяют вручную их действие, при этом движущиеся части должны двигаться свободно, без заеданий, проверяют крепление, особенно токове-дущих деталей; шплинты разводят; болты, винты и гайки плотно затягивают и снабжают их пружинными шайбами или фиксируют другим способом. Шунты из провода ПЩ с распаявшимися наконечниками или изношенными жилами свыше 20 % первоначальной площади сечения заменяют новыми. В перемычках из медной ленты надрывы не допускаются.
Обмотки катушек не должны поворачиваться на каркасах, а каркасы на сердечниках. Сопротивление катушек должно соответствовать расчетным данным и техническим требованиям чертежей. Не допускаются ржавчина и большие люфты в шарнирах, ухудшающие работу аппаратов.
Подшипниковые и шарнирные узлы, зубчатые передачи необходимо систематически пополнять смазкой ЦИАТИМ-201 (ГОСТ 6267-74*). Периодически следует проверять наличие маркировок на проводах, блокировочных пальцах и у зажимов.
Кожуха аппаратов должны быть установлены без перекосов, плотно прилегать к сопрягаемым поверхностям, не иметь вмятин. Для очистки от пыли и грязи аппараты продувают чистым сжатым воздухом, давление которого не должно превышать 350 кПа. Поверхности изоляционных деталей вытирают сухой чистой тканью. После ремонта аппараты проверяют на соответствие техническим требованиям, испытательное напряжение при этом снижается на 15 % по сравнению с указанным в технических требованиях. Все аппараты в эксплуатации проверяют согласно соответствующим указаниям.
Электрические аппараты хранят в чистом,сухом,отапливаемом в зимнее время помещении стемпературой воздуха не ниже + 5 °С при относительной влажности не более 80 %. Все детали, не имеющие антикоррозионного покрытия, покрывают смазкой УН (вазелин технический). Отверстия пневматических приводов должны быть забиты деревянными пробками. Аппараты перед установкой на подвижной состав после хранения проверяют в соответствии с техническими требованиями, лишнюю смазку удаляют.
На гетинаксовых, асбестоцемент-ных и прессованных деталях трещины и расслоения недопустимы. Сколы на изоляции зачищают шкуркой и покрывают красной эмалью ГФ-92-ХС. Трещины и сколы глазури на фарфоровых деталях не допускаются. Глазурованные фарфоровые изоляторы вытирают технической салфеткой, смоченной керосином или бензином.
В эксплуатации пневматические приводы проверяют регулярно, а также после каждого ремонта. Для проверки четкости работы привода, отсутствия заеданий и других ненор-мальностей несколько раз включают аппарат, впуская воздух в цилиндр привода. Следят за отсутствием утечек в месте подвода сжатого воздуха, периодически подтягивают крепежные соединения. Если привод имеет замедленный ход или есть утечки воздуха через кожаные уплотнения, рекомендуется влить в цилиндр 1 - Зсм3 приборного масла МВП, после чего несколько раз передвинуть поршень для равномерного распределения смазки. Если установлены резиновые манжеты, смазку ЖТ-79Л закладывают в манжеты, а смазочное кольцо перед установкой пропитывают в масле приборном МВП втечение 12 ч. Если утечка не будет устранена, уплотнение поршня заменяют.
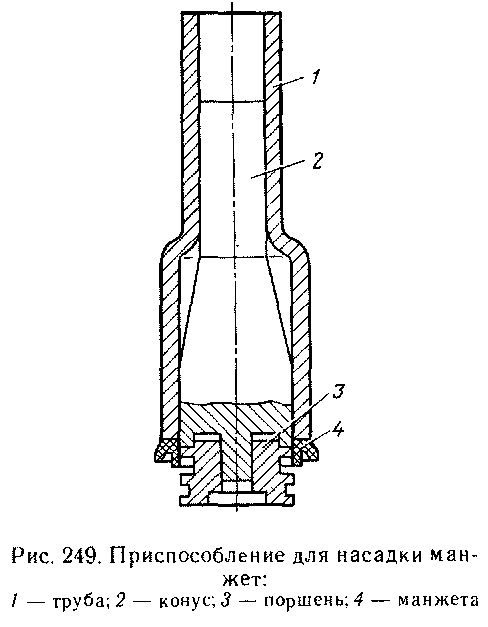
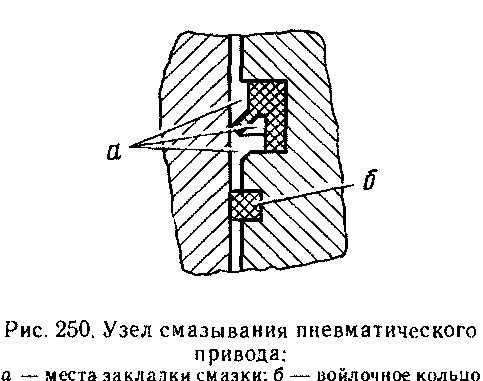
Периодически необходимо разбирать и осматривать пневматические приводы. Детали привода очищают от старой смазки и обезжиривают. Резиновые манжеты промывают в теплой воде. Резиновые манжеты, имеющие надрывы, трещины, посторонние включения на рабочей поверхности, заменяют новыми. При установке манжеты на поршень рекомендуется пользоваться коническим приспособлением (рис. 249). Перед сборкой стенки цилиндра и резиновые манжеты смазывают смазкой ЖТ-79Л (рис. 250).
Для приводов с кожаными манжетами необходимо произвести про-жировку манжет. Состав прожиро-вочной массы: 88 % вареного касторового масла и 12 % пчелиного воска. Неисправные и изношенные детали заменяют. Если на бронзовой шайбе имеется более трех изломанных лепестков и если они располагаются рядом и не перекрывают лепестками другой шайбы, ее заменяют. Перед сборкой стенки цилиндров и манжеты смазывают смазкой ЖТ-79Л, если манжеты резиновые, и ЦИАТИМ-201, если манжеты кожаные.
После сборки проверяют привод на отсутствие утечек сжатого воздуха при давлении 675 кПа, для чего покрывают места соединения поверхностей и атмосферные отверстия испытуемых деталей мыльной эмульсией. На поверхности и в местах соединений деталей возникновение мыльных пузырей не допускается. Утечка через атмосферные отверстия допускается, если мыльный пузырь продержится не менее 10 с. После установки привода на аппарат проверяют работу аппарата на соответствие техническим требованиям.
Капли расплавленного металла и копоть с поверхности дугогаситель-ных камер удаляют стеклянной шкуркой. Камеру с поврежденной изоляцией полюсов, треснувшими или изношенными до толщины 3 мм в наиболее тонкой части перегородками или боковыми стенками заменяют новой. Следует регулярно проверять надежность крепления всех деталей. Ослабшие крепления необходимо подтянуть. Перед установкой на аппарат камеру продувают сжатым воздухом. После установки убеждаются в отсутствии заеданий в трения подвижного контакта о стенки камеры, для чего включают несколько раз аппарат.
Для ремонта камер из асбестоцемента применяют специальную замазку, изготовленную из равных частей гипсового порошка и асбестового волокна, тщательно перемешанных между собой и разведенных в шеллачном спиртовом лаке до получения тестообразной массы. Перед наложением замазки камеру тщательно очищают, просушивают, ремонтируемую поверхность покрывают тонким слоем шеллака, после чего наносят замазку, затем просушивают и сверху покрывают серой эмалью ГФ-92-ХС. Не допускается при ремонте камер применять бакелитовый лак и другие не рекомендованные инструкцией лаки и краски. Полюсы камер пневматических и электромагнитных контакторов должны плотно прилегать к сердечникам дугогасительных катушек. В лабиринтно-щелевых камерах копоть и подгары зачищают наждачной бумагой. Стенки камеры стрещи-нами, сильно разрушенными ребрами, и стенки, выгоревшие до половины толщины, заменяют.
Контакты должны быть надежно укреплены. Медные контакты, имеющие забоины, заусенцы, следы оплавления и нагара, зачищают личным или бархатным напильником. При зачистке надо стараться снять возможно меньше металла и следить за тем, чтобы сохранить профиль контактов. После зачистки контакты протирают чистой ветошью. Контакты всегда должны быть сухими. Категорически запрещается смазывать контакты.
Серебряные контакты протирают чистым безворсовым полотном, смоченным в бензине. Стальные контактные пальцы зачищают мелкой наждачной бумагой. Зачистка стеклянной и наждачной бумагой медных и серебряных контактов не допускается. Контакты ножевого типа подгоняют подгибкой губок или ножей с последующей притиркой и периодически покрывают техническим вазелином УН или графитовой смазкой УСсА. Контакты, сильно поврежденные электродугой или изношенные до половины толщины, заменяют новыми. Изогнутые стальные пальцы выправляют.
Линия касания контактов должна быть не менее 80 % ширины контактов для всех аппаратов, кроме оговоренных в технических требованиях. Допускается боковое смещение контактов до 1 мм. В фиксированном положении пальцевых контактов пальцы должны заходить на сегменты или иметь с ними разрыв не менее 3 мм.
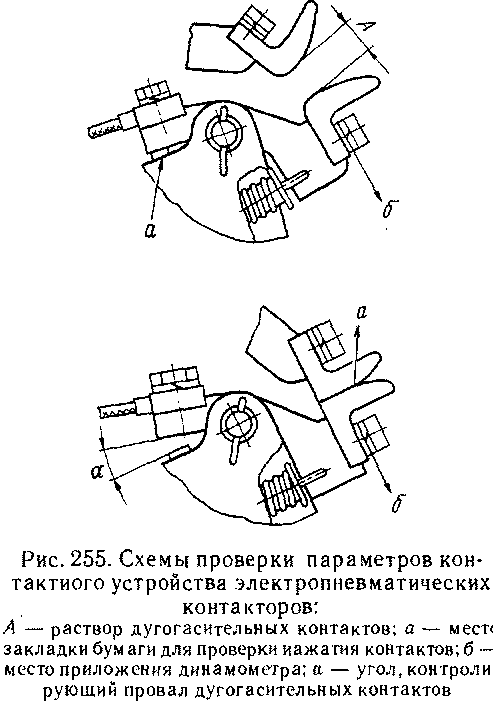
Провал и раствор силовых контактов должны соответствовать техническим требованиям. Нажатие контактов замеряют динамометром, отсчет по которому производят в тот момент, когда рукой можно будет выдернуть полоску бумаги, зажатую между замкнутыми контактами, и при давлении сжатого воздуха в приводе цилиндра 500 кПа. При этом динамометр должен быть закреплен за подвижной контакт так, чтобы сила, приложенная к нему, пересекала линию касания контактов, и совпадала с направлением движения контакта в момент отрыва.
Для ножевых разъединителей качество контакта проверяют усилием на рукоятке: при включении оно должно быть 210 - 250 Н и при отключении 130 - 160 Н. В случае снижения указанных усилий необходимо подтянуть болты и ослабленные пластинчатые пружины, а пружинные шайбы заменить новыми.
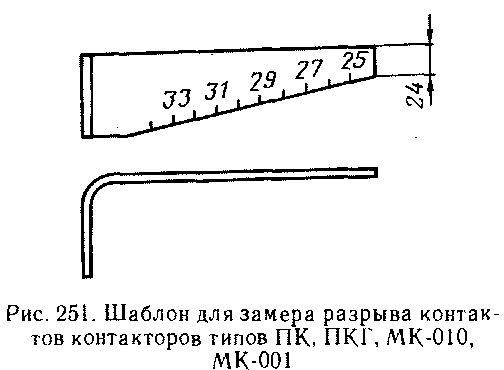
Раствор контактов определяется наименьшим расстоянием между контактами в разомкнутом положении специальными шаблонами (рис. 251 и 252).
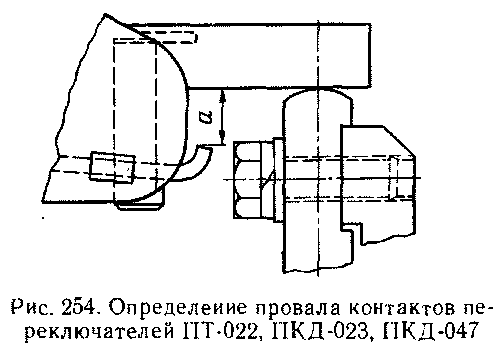
Провал контактов в каждом аппарате замеряют в зависимости от конструкции контактной системы. Так, замер провала контактов для контакторов ПК и контакторных элементов ПКГ производят во включенном положении угловыми шаблонами на 12 и 14°. Угол отклонения держателя подвижного контакта от упора (рис. 253), равный (13±1)°, соответствует провалу контактов 10 - 12 мм. Провал контактов контакторных элементов переключателей ПТ и ПКД определяется в замкнутом положении контактов расстоянием а между подвижным контактом и распоркой рычага подвижного контакта (рис. 254). Для обеспечения провала 10-14 мм этот размер должен быть 7 - 10 мм.
Токоприемники. При работе с токоприемником, установленным на электровозе и находящимся под контактным проводом, необходимо строго соблюдать все правила техники безопасности при работе с высоковольтной аппаратурой электроподвижного состава.
При осмотре токоприемника особое внимание следует обращать на контактные поверхности полозов. Медные канавки полозов должны быть плотно притянуты винтами и подогнаны друг к другу. Зазор между ними со стороны контактной поверх-


ности должен быть не более 1 мм, толщины накладки - не менее 2,5 мм. Головки винтов не должны выступать над поверхностью накладок, встыках не должно быть острых углов и выступов. Отклонение контактной поверхности полоза от горизонтали на длине 1 м допускается не более 20 мм, смещение центра полоза относительно центра основания - не более 30 мм. Угол поворота полоза вокруг оси его крепления в каждую сторону относительно среднего положения должен быть в пределах 5 - 7 °. Сила трения в шарнирах, приведенная к контактной поверхности полозов, должна быть не более 25 Н.
Для смазывания рабочей поверхности полозов применяют сухую графитовую смазку СГС-0 и СГС-Д. Проверяют состояние кареток, шарниров, гибких шунтов, подтягивают все гайки и болты. Подшипниковые и шарнирные узлы смазывают смазкой ЦИАТИМ-201. Имеющиеся перекосы рычагов устраняют. Поверхности изоляторов и полиэтиленовых шлангов очищают от пыли и грязи технической салфеткой.
При давлении воздуха 500 кПа убеждаются на слух в отсутствии утечки воздуха через кожаные манжеты. Герметичность привода проверяют утечкой сжатого воздуха из резервуара вместимостью 1 л при начальном давлении 675 кПа. Конечное давление в этом резервуаре через 10 мин должно быть не менее 640 кПа. Не реже одного раза в месяц в пневматический цилиндр заливают 2 - 5 см3 приборного масла МВП независимо от состояния манжет.
В процессе ремонтных работ особенно осторожно следует производить демонтаж и монтаж подъемных пружин 4 (см. рис. 58) и пружин 9 пневматического привода. При ремонте токоприемника с разборкой рам ослабляют все пружины для предупреждения опасности удара. Для разборки привода токоприемника отвинчивают болты, крепящие кронштейн, расшплинтовывают валики рычага, снимают кронштейн и рычаг, отвинчивают из имеющихся шести болтов три болта, крепящих крышку, а вместо них устанавливают -три болта М10Х150, а затем отвинчивают три остальные болта. Крышка под действием пружин отодвигается на 140 мм. Вместо снятых трех болтов устанавливают три болта М10Х280. Вначале снимают болты М10Х150, а затем - М10X280.
Быстродействующий выключатель БВП-5-02. Для осмотра быстродействующего выключателя снимают дугогасительную камеру. Тщательно зачищают контакты от нагара напильником и проверяют толщину и площадь прилегания контактов. Толщина подвижного контакта должна быть не менее 6 мм, а неподвижного - не менее 5 мм.
Проверяют напряжение на выводах удерживающей катушки, осматривают крепление проводов, ослабшие болты и гайки затягивают.
Зачищают поверхности вспомогательных контактов и проверяют их срабатывание. Проверяют состояние гибких шунтов, осматривают и протирают детали выключателя; ослабшие соединения закрепляют, замеряют зазоры, шарниры покрывают смазкой.
Зазоры между контактами и стенками камеры должны быть не менее 2 мм, а между верхним концом полюса и камерой - не более6 мм.Остальные проверяемые пара метры технического состояния быстродействующего выключателя должны соответствовать данным, приведенным в п. 16.
Пневматический привод при давлении сжатого воздуха 375 кПа должен четко работать. Убеждаются в отсутствии утечки воздуха, добавляют смазку в цилиндр привода.
Внутренние части дугогаситель-ной камеры очищают от налета меди, копоти, а обгоревшие поверхности зачищают стеклянной шкуркой. Затем продувают сжатым воздухом. При установке камеры на место необходимо следить,чтобы дугогасительные рога и детали их крепления не касались стенок камеры. Первый рог должен плотно прилегать к неподвижному контакту, а нождержателя - плотно садиться в губку контакта. В эксплуатации следует периодически проверять крепление камеры на аппарате, ее расположение относительно контактов, симметричность веерообразных полюсов относительно полюсов камеры.
Регулировку выключателя осуществляют в следующем порядке.
1. Устанавливают в удерживающей катушке ток 1, 18 А и замыкают контакты.
2. Изменяя натяжение пружин, устанавливают контактное нажатие не менее 220 Н.
3. Подключают силовую цепь выключателя к источнику постоянного тока напряжением 5- 12 В и добиваются с помощью регулировочных вин-товотключения выключателя при токе уставки.
4. Плоскость прилегания якоря пришабривают к полюсам удерживающего магнита так, чтобы площадь касания была не меньше 75 % всей его площади (проверяют по отпечатку на белой бумаге через синьку).
5. Пломбируют регулировочные винты.
Электропневматические контакторы П К. Для надежной работы электропневматических контакторов необходимо периодически проверять их параметры: раствор контактов, угол, контролирующий провал контактов, и нажатие.
Проверку раствора и начального нажатия (см. технические данные ПК в п. 17) производят при разомкнутых контактах, а угла, контролирующего провал, и конечное нажатие - в замкнутом положении контактов при давлении сжатого воздуха в цилиндре привода 500 кПа. Угол, контролирующий провал силовых контактов, должен быть(13±1)°. Нажатие измеряют динамометром в момент сдвига полоски тонкой бумаги (рис. 255). Регулируют раствор и провал силовых контактов аппаратов взаимным перемещением кронштейнов подвижного и неподвижного контактов.
Суммарный вертикальный люфт шарнирных соединений, приведенный к подвижному контакту, определяемый изменением раствора контактов, допускается не более 4 мм. Толщина силовых контактов должна быть не менее 5 мм. При износе контактов, превышающем допустимые значения, ихзаменяют. После установки новых контактов проверяют параметры контактного устройства и в случае необходимости регулируют.
Вспомогательные контакты особого ухода и регулировки не требуют. Периодически проверяют контактное нажатие и толщину контактных пластин. Контактное нажатие регулируют подгибкой пальцев. Толщина контактной пластины должна быть не менее 3 мм, а контактных пальцев - не менее 0,5 мм.
Герметичность пневматического чпривода проверяют утечкой сжатого воздуха через привод из резервуара вместимостью 1 л. Начальное давление воздуха в резервуаре 675 кПа, конечное через 6,6 мин после начал а испытания должно быть не менее 610 кПа.
Электромагнитные контакторы.
Детали контакторов протирают, подводящие провода осматривают, ослабленные крепления подтягивают. Губки контакторовзачищают и при необходимости опиливают. Проверяют состояние пайки наконечников. Регулируют раствор, провал, нажатие и притирание контактов. Значения проверяемых параметров приведены в технических данных этих контакторов.
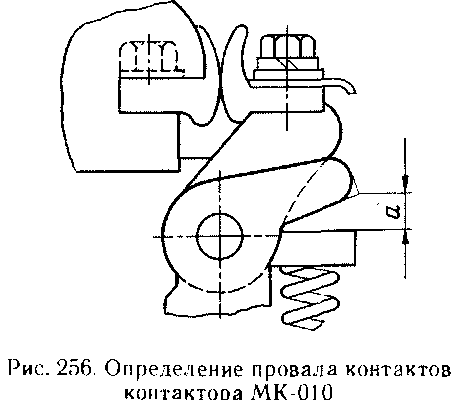
Провал контактов электромагнитного контактора МК-010 контролируют между держателем подвижного контакта и кронштейном во включенном положении аппарата (рис. 256). Зазор а должен быть 6 - 7 мм, что соответствует провалу 7 - 9 мм. Провал главных контактов регулируют припиловкой до 2,5 мм изоляционного рычага 10 (см. рис. 67) в месте посадки кронштейна, а раствор - припиловкой ограничительного упора якоря.
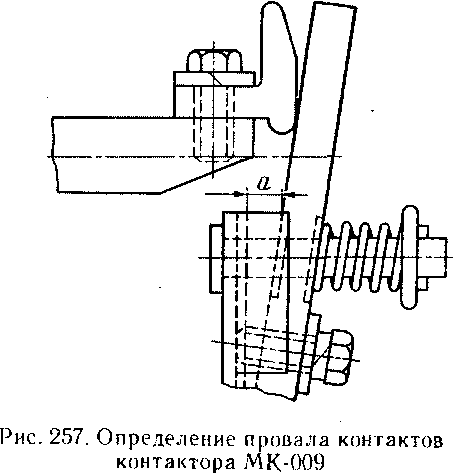
Провал контактов электрического контактора МК-009 контролируют во включенном положении аппарата между подвижным контактом и упором подвижного контакта (рис. 257). Зазор должен быть 3 - 4,5 мм, что соответствует провалу 5 - 7 мм. При регулировке допускается припиловка изоляционного рычага 8 (см. рис. 68) в месте посадки подвижного контакта и латунного ограничительного упора якоря. Провал контактов МКП контролируют зазором А между якорем и планкой (см. рис. 69). Зазор, равный 2,5 - 4 мм, в момент касания контактов соответствует провалу контактов 4,5 - 5,5 мм.
Дугогасительные камеры очищают, при необходимости ремонтируют. Для ремонта камеры рекомендуется применять специальную замазку, изготовленную из равных частей гипсового порошка и асбестового волокна, тщательно перемешанных между собой и разведенныхв шеллачном спиртовом лаке до получения тестообразной пластичной массы. После установки камеры на место проверяют электрическое соединение между рогом дугогасительной камеры и кабельным башмаком, следят, чтобы полюсы дугогасительной камеры плотно прилегали к сердечнику дугогасительной катушки.
Групповой переключатель ПКГ-040. Периодически проверяют четкость переключения контакторных элементов при ручном переводе кулачкового вала с одной позиции на другую. Если аппарат работает замедленно или задевает привод, то выявляют возможные причины. Ими могут быть: отсутствие смазки в цилиндре и приводном механизме; загиб бурта резиновой манжеты в обратную сторону; наличие большихутечек воздуха в приводе вследствие выработки цилиндра, штока и образования на рабочих поверхностях глубоких рисок; излом или появление глубоких вмятин в трубопроводе; нарушение правильного зацепления в шестернях редуктора.
Проверяют очередность включения контактных элементов, которая должна соответствовать диаграмме замыкания контактов (см. рис. 73). Допустимое отклонение действительной от предусмотренной развертки чертежом на 2° в любую сторону возможно при обязательном выполнении следующих условий. В каждом фиксированном положении вала контактные элементы должны быть полностью включены или полностью выключены и иметь соответствующие техническим данным раствор и нажатие контактов; из двух элементов ПКГ, замыкающих одну и ту же цепь тяговых электродвигателей, первым должен замыкаться элемент, расположенный со стороны "земли", второй в этот момент может иметь раствор контактов не более 1,5 мм.
Развертку замыкания контактов контакторных элементов проверяют по углам поворота вала, поворачиваемого вручную съемной рукояткой (ключом ПКГ), при этом отсчет углов производят по стрелке и градуированному диску, насаженному на конец вала. Необходимо следить за тем, чтобы удлиненные части рычагов подвижных контактов не приближались к заземленным частям аппарата ближе чем на 30 мм и не терли изоляцию стержней. Допускается отгибка рычагов. Нарушение развертки может произойти из-за ослабления посадки кулачковых шайб и шестерен на валу, изменения профиля шайб или большой их выработки по диаметру, ослабления и изменения расположения кронштейнов контакторных элементов на изоляционных стержнях или планках, чрезмерной выработки контактов. Замер нажатия, провала и раствора контактов контакторных элементов производят вфиксированныхположениях кулачкового вала. Значения контролируемых параметров приведены в п. 22. При осмотре контактов обращают внимание на состояние их поверхности. Капли и наплывы металла зачищают. Внутренние стенки дугогаси-тельных камер очищают от копоти и капель металла.
Не допускается работа шестерен с выломанными зубьями - это может нарушить развертку. Шестерни с большим износом зубьев необходимо заменить. Суммарные зазоры в шестернях, рейках и упорах ПКГ не должны допускать свободного вращения вала при фиксированном положении привода более чем на 2 мм по наибольшей окружности кулачков у главного вала и по окружности сегментов у барабана блока вспомогательных контактов.
Кулачковые шайбы должны быть закреплены на валу плотно, без качаний. Износ кулачковых шайб допускается в пределах, при которых сохраняется правильность развертки ПКГ и соответствующие техническим данным нажатия и растворы контактов. Поворот вала ПКГ должен быть равномерным. Поворачивание рывками указывает на неправильность регулировки контакторных элементов. Не допускается ограничение хода поршней привода упором их в крышки цилиндра.
Шариковые подшипники контакторных элементов должны вращаться свободно и не иметьзаеданий. Подшипники, шестерни и рейки периодически покрывают смазкой ЦИА-ТИМ-201.
Переключатели ПТи П КД. Силовые контакты очищают от наплывов и выработок личным напильником и шлифуют стеклянной бумагой. Износ подвижных контактов допускается не более 2,5 мм, а толщина подвижного контакта - не менее 10 мм. Значения остальных контролируемых параметров приведены в п. 23. Выводы и гибкий шунт должны иметь надежные соединения с контактами.
В эксплуатации необходимо строго следить за селективностью срабатывания вспомогательных контактов. При поворотах кулачкового вала вспомогательные контакты должны размыкаться до размыкания главных контактов, а замыкаться после замыкания-главных контактов. Регулируют передвижением пальцем и держателей пальцев относительно контактных сегментов.
Кулачковые шайбы должны быть закреплены на валу плотно, износ кулачковых шайб допускается в пределах, обеспечивающих требуемое нажатие и раствор главных контактов. Ролики контакторных элементов должны свободно вращаться и не иметь повреждений. Износ зубьев зубчатой передачи допускается такой, при котором свободное вращение вала не должно быть более 2 мм по наибольшей окружности кулачков. Не допускается ограничениехода поршней привода упором их в крышки цилиндра.
Контроллер машиниста. При осмотре контроллера снимают кожух и продувают сжатым воздухом. Изоляторы и детали контакторных элементов, кулачковые шайбы и детали блокировочного механизма очищают от пыли и грязи. Проверяют четкость работы рукояток и отсутствие заедания или дополнительного трения в узлах при повороте рукояток с нулевой до последней позиции. Вращение рукояток должно быть легкое и равномерное. При нажатии на рукоятку она должна выходить из впадины сектора и устанавливаться на вершину следующего зуба. Если она возвращается во впадину, то регулируют положение вала винтами передаточного механизма,следя за тем,чтобы не нарушить очередность включения контакторных элементов.
Если ролик контакторного элемента в фиксированном положении рукоятки попадает на склон профиля кулачковой шайбы, то этот недостаток устраняют поворачиванием вала с помощью установочных болтов передаточного механизма. Контактор-ные элементы должны быть плотно укреплены, ролики элементов не должны смещаться по отношению к кулачковым шайбам. Серебряные контакты контакторных элементов зачищают от копоти и нагара, изношенные - заменяют. Пружины при полностью разомкнутых контактах не должны сжиматься до соприкосновения витков.
Порядок и правильность включения и выключения контакторных элементов проверяют на каждой фиксированной позиции главной и тормозной рукояток. Положение контакторных элементов должно соответствовать диаграмме замыкания контактов (развертке кулачковых шайб).
Проверяют работу и взаимодействие блокировочного механизма рукояток.
Люфт главной и тормозной рукояток при нулевом положении реверсивной рукоятки должен быть не более 4 мм. Люфт главной рукоятки на позициях допускается не более 2 мм. При этом контакты контакторных элементов не должны переключаться. Значения остальных контролируемых параметров смотрите в п. 44. Трущиеся детали и подшипники покрывают смазкой ЦИАТИМ-201.
Реле. Для обеспечения нормальной работы реле необходимо периодически, но не реже чем на каждом текущем ремонте ТР-1 электровоза, их осматривать. При этом проверяют крепление токоведущих деталей, состояние пружин, рабочих поверхностей контактов, работу подвижных частей, регулировку реле, наличие диамагнитных прокладок и латунных винтов на якорях. Для удаления пыли и грязи реле продувают сухим сжатым воздухом при давлении не выше 300 кПа и протирают изоляционные детали сухой чистой ветошью.
Прозрачные кожуха блока контактов протирают снаружи и внутри сухой чистой ветошью. Запрещается кожуха из полистирола протирать керосином, бензином, ацетоном и другими растворителями, так как полистирол от этого теряет прозрачность.
Все крепежные детали должны быть тщательно затянуты. Рабочие поверхности контактов должны быть чистыми,' без следов масла и нагара. Контакты протирают сначала ветошью, смоченной в бензине, затем сухой ветошью. При значительном оплавлении контактов рабочую поверхность зачищают бархатным напильником, сохраняя конфигурацию контактов. После этого контакты протирают сухой обезжиренной ветошью.
При износе контактов реле до толщины 0,2 - 0,3 мм заменяют контакты. Смещение контактов свыше 1,5 мм не допускается. Растворы и провалы контактов регулируют изменением положения блока контактов на угольнике и изменением рабочего воздушного зазора под якорем. Раствор и провал контактов реле РПН-496, РНН-497, РР-498 устанавливают изгибом держателей неподвижных контактов. У замкнутых контактов пластины подвижных контактов не должны упираться в дистанционные втулки на штоке. Изношенные диамагнитные прокладки заменяют.
После замены деталей и зачистки контактов реле регулируют на соответствие техническим требованиям. Затем реле пломбируют, а на резьбу шпильки под якорем наносят контрольную метку красной эмалью. При притянутом якоре не допускается зазор между планкой на якоре и штоком блока контактов. Периодически проверяют электрическую прочность изоляции напряжением, равным 85 % испытательного, указанного в технических данных.
При эксплуатации дифференциальных реле следят за состоянием резисторов, контактов, катушек. Болты и гайки должны быть плотно затянуты. Кожух не должен касаться подвижных деталей. На резисторе ле должно быть растрескивания эмали. Полюсы и якорь должны быть покрыты тонким слоем смазки. Для предотвращения залипанияякоря при быстром нарастании тока небаланса усилие затяжки регулировочной пружины должно соответствовать техническим требованиям, приведенным в п. 40.
Электромагнитные вентили ЭВ-55, ЭВ-58, ЭВТ-54, ВЗ-57-02 и ЭВВ-37.
На корпусах не должно быть трещин, срыва резьбы или отдельных ее ниток, дефектов в виде сколов на уплотнительных буртах впускного и выпускного клапанов. Резиновые уплот-нительные детали не должны иметь износ более 1 мм. Соберите вентиль. При установке шариков покройте их смазкой ЦИАТИМ-201.
Регулировку хода клапанной системы на (0,5±0,1) мм у всех вентилей и(0,75±0,1 )мм у ЭВТ-54 произведите следующим образом. Выпускной клапан ввинчивайте по резьбе шпильки до отсутствия осевого перемещения подвижной системы (до касания резиновыми шайбами впускного и выпускного клапанов опорных седел корпуса). После этого выпускной клапан отверните на 1 оборот у вентилей ЭВ-55, ЭВ-58 и на 1,5 оборота у вентиля ЭВТ-54. Положение выпускного клапана зафиксируйте от проворачивания штоком.
Рабочий зазор под якорем (1,5± ±0,1) мм у всех вентилей и (1,8± ±0,1) мм у ЭВТ-54 вставьте по резьбе штока следующим образом. Вверните якорь до упора в "стоп" (до отсутствия осевого перемещения). После этого якорь отверните на 1,25 оборота у вентилей ЭВ-55, ЭВ-58 и на 1,8 оборота у вентилей ЭВТ-54. Положение якоря зафиксируйте от проворота контргайкой.
Проверьте работу вентиля при наибольшем рабочем давлении сжатого воздуха трех - пятикратным включением электромагнита при наименьшем токе. Должно обеспечиваться четкое включение аппарата в трех - пяти положениях якоря, проворачиваемого вручную в пределах угла 360°.
Проверьте герметичность вентиля защиты при наибольшем давлении сжатого воздуха, наименьшем токе включения вентиля цепи управления и наименьшем напряжении вентиля переменного тока. Проверку осуществите при:
обесточенных катушках обоих вентилей;
возбужденных катушках обоих вентилей;
включении только вентиля цепи управления.
Снижение давления за время 5 мин не должно быть ниже 0,61 МПа. Проверьте герметичность остальных вентилей при наибольшем рабочем давлении. Снижение давления через 10 мин не должно быть более 10 %. Проверку произведите дважды - при обесточенной катушке и наименьшем токе.
Проверьте электрическую прочность изоляции катушек вентилей напряжением между выводом катушки и корпусом. Испытательное напряжение для вентиля переменного тока - 2250 В, для остальных вентэдлей - 1500 В.
Совместно с токоприемником отрегулируйте вентиль ЭВТ-54 на время подъема и опускания полоза токоприемника. Время подъема 7 - 10 с регулируйте болтом 15 (см. рис. 125) уменьшением или увеличением площади сечения впускного канала, изменяя положениеэтого болта по резьбе. После выбора сечения положение болта зафиксируйте гайкой 14. Время опускания 3,5 - 6 с установите выбором усилия пружины 22 за счет изменения положения втулки 26. Осевое смещение втулки производите поворотом ее по резьбе рычагом 25, устанавливая его попеременно в радиальные отверстия втулки 26 через боковой вырез в корпусе 10. После регулировки рычагом 25 зафиксируйте втулку 26 от отворачивания.
Регулятор давления АК-11Б. В эксплуатации зачищают контакты, следят, чтобы на диафрагму не попадало масло. При смене диафрагмы закрепляют фланец при выключенных контактах и до отказа завинчивают винты, крепящие фланец. Проверяют регулировку. Давление выключения регулируют вращением головки винта пружины. Перепад давления не зависит от давления включения и изменяется с изменением раствора контактов. При уменьшении раствора перепад снижается, при увеличении возрастает. Перепад давления регулируют винтом - упором подвижного контакта. При техническом обслуживании ТО-3 следует проверять нажатие контактов, наименьший рабочий раствор контактов и следить за соблюдением технических требований (см. п. 59).
Электроблокировочный клапан КПЭ-99. При техническом обслуживании и текущих ремонтах проверяют работу и герметичность привода, клапанной системы и датчика давления на соответствие техническим данным, приведенным в п. 57. Характерные неисправности клапана КПЭ-99 и методы их устранения в эксплуатации приведены в табл. 19.
Индуктивный шунт ИШ-063. Эксплуатация шунта без охлаждения не допускается. При техническом обслуживании ТО-3 и текущих ремонтах шунт очищают от грязи, подтягивают и продувают сжатым воздухом межкатушечное пространство. При переборке шунт устанавливают на подставках высотой не менее 120 мм.
Выключатели ПВУ-2, ПВУ-3, ПВУ-7. Проверяют установку аппарата, герметичность привода и разрыв контактов в соответствии с техническими данными. Все трущиеся детали и шариковые фиксаторы покрывают смазкой ЦИАТИМ-201, а манжеты - смазкой ЖТ-79Л.
Подтягивают крепежные соединения и следят за отсутствием утечек по месту подвода сжатого воздуха. При снятии пробки необходимо принимать меры по обеспечению безопасности, так как возможен ее срыв усилием пружины. В случае износа резиновой манжеты, а также порезов, трещин, гофр, загибов бурта в обратную сторону манжету необходимо заменить новой. Годную манжету моют в теплой воде и тщательно вытирают. Перед установкой поршня в цилиндр манжету покрывают смазкой ЖТ-79Л.
Если аппарат нечетко работает при номинальном давлении установки и устранить это явление невозможно изменением затяжки пружины шарикового фиксатора, проверяют степень износа фиксатора. При значительном местном износе фиксирующего буртика канавки поршня 14 (см.рис. 130)егоповорачивают(на 10 -

20°) таким образом, чтобы против шарика находилась канавка, имеющая правильную форму. При износе до 3 - 3,5 мм шарик заменяют.
Клапаны КП-36, КП-ПОА. В эксплуатации проверяют крепежные соединения, следят за отсутствием утечек сжатого воздуха. Проверяют четкость работы клапанов. Если обнаружены утечки сжатого воздуха и нарушена четкость работы клапанов, то клапан разбирают, все детали очищают от старой смазки, промывают в керосине и насухо протирают. Резиновые уплотнения и манжеты осматривают, изношенные или имеющие механические повреждения заменяют новыми. Цилиндрическую поверхность корпуса покрывают смазкой ЖТ-79Л. Собирают и проверяют работоспособность клапана, герметичность, электрическую прочность изоляции согласно техническим требованиям.
У клапанов КП-ПОА дополни~ тельно проверяют сопротивление и электрическую прочность нагревателя согласно техническим требованиям. При температуре вне кузова выше минус 5 °С включение нагревателя категорически запрещается. При неисправности клапанов КП-110А во избежание утечки сжатого воздуха из главных резервуаров разобщительный кран необходимо перекрыть.
Разрядник РВКУ-3, ЗА-01. Перед вводом в эксплуатацию и в процессе эксплуатации разрядники должны подвергаться профилактическим осмотрам (не реже чем 1 раз в 3 мес) и испытаниям. При профилактических осмотрах разрядников необходимо обратить внимание на целостность фарфоровой покрышки (отсутствие сколов, трещин), на состояние цементного шва, предохранительного клапана, атакжена показания регистратора срабатывания. Необходимо очистить поверхность фарфоровой покрышки для предотвращения перекрытия изоляции. При обнаружении трещин фарфоровой покрышки, изменении положения предохранительного клапана, его выпадания или других неисправностей, которые могут вызвать нарушение герметичности, разрядник должен быть снять с эксплуатации и заменен независимо от профилактических испытаний. Мелкие трещины в цементном шве не являются причиной для браковки разрядника, в этом случае необходимо покрыть швы влагостойким покрытием - эмалью ХВ-125.
Профилактические испытания разрядников должны проводиться перед монтажом, перед началом грозового сезона.
■ При профилактических испытаниях необходимо:
измерить пробивное напряжение разрядника на постоянном или переменном токе частоты 50 Гц;
измерить ток проводимости или утечки разрядки при выпрямленном напряжении.
При измерении пробивного напряжения к разряднику прикладывается плавно нарастающее напряжение. При этом время подъема напряжения до пробоя искровых промежутков разрядника не должно превышать Юс. После пробоя искровых промежутков разрядника (фиксируется по падению напряжения на вольтметре или киловольтметре) напряжение с разрядника должно сниматься вручную за время не более 2 - 3 с (возможно применение автоматического отключения посредством токового реле и магнитного пускателя). При испытаниях ток, протекающий через разрядник, не должен превышать 0,7 А. Длительность горения дуги в разряднике должна быть ограничена до значения не более 1 с.
Во время испытаний разрядник пробивается 5 раз. За величину пробивного напряжения принимается среднее из четырех последних изменений. При этом отдельные величины пробивного напряжения не должны отличаться от среднего значения более чем на 5 % и выходить за пределы, установленные в таблице основных электрических характеристик.
Ток проводимости или утечки измеряется при постоянном (выпрямленном) напряжении и должен находиться в пределах 170 - 220 мкА при выпрямленном напряжении 4 кВ. Пульсация напряжения, которая не должна превышать 3 %, сглаживается емкость не менее 0,1 мкФ.
Разрядник следует считать годным к дальнейшей эксплуатации, если параметры, полученные при профилактических испытаниях, не выходят за пределы, указанные в инструкции или паспорте.
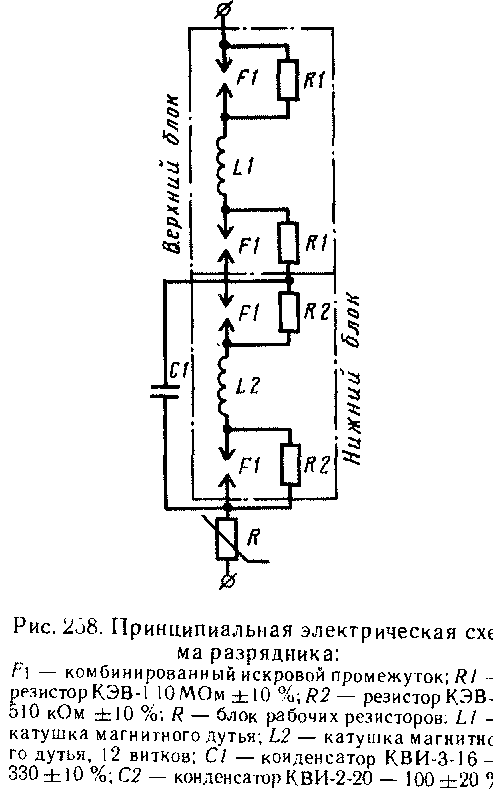
При изменении тока проводимости или утечки необходимо вскрыть разрядник и выполнить следующее: проверить сопротивления шунтирующих резисторов 1?1 и 1?2 в соответствии со схемой (рис. 258) разрядника и при необходимости заменить вышедшие из строя.
При отклонении пробивного напряжения разрядника за допустимые пределы, необходимо:
вскрыть разрядник;
измерить пробивное напряжение верхнего и нижнего блоков искровых промежутков, которое должно находиться в пределах 4,8 - 5,8 кВ;
измерить в отдельности пробивное напряжение каждого искрового промежутка верхнего блока, которое должно находиться в пределах 2,4 - 2,9 кВ. В связи с тем что пробивное напряжение разрядника определяется искровыми промежутками верхнего блока (как запального), регулировку следует производить на этом блоке. При измерении пробивного напряжения отдельных искровых промежутков в качестве среднего вывода нужно использовать электрод 6 (см. рис. 84). В случае отклонения пробивного напряжения какого-либо искрового промежутка от указанного значения необходимо: снять крышку 4 блока, отвернуть винты 2 и незначительным отгибанием ламели А электрода 10 отрегулировать пробивное напряжение искрового промежутка. Во избежание повреждения электродов искрового промежутка отгибание ламели необходимо проводить не металлическим инструментом. Зазор искрового промежутка должен быть в пределах (1 ±0,1) мм и проверяться не металлическим щупом;
закрыть крышку блока и закрепить винтами;
в случае отклонения пробивного напряжения искрового промежутка нижнего блока регулировку проводить так же, как и для верхнего блока;
собрать разрядник и проверить пробивное напряжение.
Примечание. При сборке разрядника для обеспечения герметичности обратить внимание на правильную установку в нижней части днища 6 (см. рис. 83) резинового уп-лотнительного кольца 5. При монтаже и демонтаже необходимо соблюдать меры предосторожности, с тем чтобы исключить повреждение тонкой диафрагмы предохранительного клапана, находящегося в днище.
Резисторы. При техническом обслуживании резисторы продувают сухим сжатым воздухом давлением не выше 350 кПа. Изоляторы протирают технической салфеткой, проверяют прочность контактных соединений резисторов; имеющиеся лопнувшие изоляторы заменяют. Перегоревший резистор ПЭВ заменяют. Перегоревшую спираль элемента резистора допускается сваривать латунью Л63, при этом общее сопротивление секции не должно уменьшаться более чем на 10 % номинального значения. В противном случае элемент резистора необходимо заменить. Проверяют состояние резисторов на соответствие техническим данным.
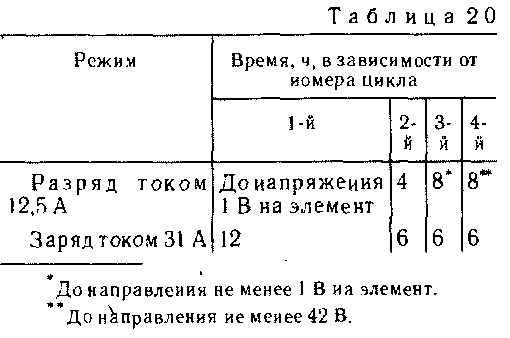
Аккумуляторные батареи. В связи с тем что аккумуляторная батарея работает в режиме постоянного под-заряда (чтобы быть готовой в любой момент отдать электроэнергию), необходимо не реже чем на каждом текущем ремонте ТР-2 проводить тренировочные циклы заряд-разряд (табл. 20).
На каждом цикле следует производить корректировку плотности и уровня электролита. Снижение напряжения на батарее ниже 42 В не допускается. Указанные режимы целесообразно проводить со снятием батарей с электровоза в специально оборудованном для этих целей помещении. Режимы заряда и разряда батареи в условиях депо должны соответствовать требованиям инструк-циипоуходу вэксплуатации "Щелочные кадмиево-никелевые, железо-никелевые.аккумуляторы и батареи".
Во время эксплуатации аккумуляторной батареи необходимо тщательно следить за уровнем электролита. Несоответствие уровня электролита нормам ведет к выходу батареи из строя. Уровень электролита должен быть не ниже активных частей пластин токоотвода (см. рис. 122). Для проверки уровня электролита используют щуп. Наружный диаметр стеклянной трубки щупа должен быть не больше 4,8 мм, так как в противном случае он может не пройти между пластинами токоотвода. Внутренний диаметр трубки должен быть не меньше 2,8 мм. При уменьшении этого диаметра значительно увеличится погрешность измерений, обусловленная самоподъемом жидкости в тонких трубках.
Опускают щуп в горловину аккумулятора между пластинами токоотвода до упорного кольца, затем зажимают конецтрубки пальцем, вынимают щуп из аккумулятора и по делениям определяют уровень электролита.
Разрешается эксплуатация аккумуляторов при снижении уровня электролита не ниже 5 мм над верхним краем активных пластин. Допускается производить замер плотности электролита лишь в четырех - шести элементах. Если плотность выше нормальной, электролит разбавляют водой, а если ниже нормальной, добавляют электролит повышенной плотности.
Допустимый верхний уровень электролита соответствует уровню то-коведущих пластин. Излишек электролита отсасывают резиновой грушей, опуская ее в аккумулятор до упора втоковедущие пластины.
Рекомендуется электролит заливать резиновой грушей в элемент выше нормы, после 2 ч пропитки проверить уровень его в аккумуляторе, избыток электролита отсосать резиновой грушей. Носик груши при отсасывании опускают в аккумулятор до упора в пластины токоотвода, но не ниже 70 мм от верхнего края отверстия элемента, для чего на резиновой груше имеется упорное кольцо.
Внешний осмотр батарей производят на каждом техническом обслуживании. При этом проверяют крепление шин и перемычек, целость элементов, при необходимости элементы очищают от грязи, зажимы и пробки смазывают техническим вазелином. Проверяют уровень электролита и при необходимости доливают электролит, после чего замеряют изоляцию токоведущих частей батарей относительно корпуса мегаомметром напряжением 500 В. Сопротивление изоляции должно быть не ниже 5 МОм. Затем замеряют напряжение на каждом элементе батареи.
Для очистки наружных частей аккумулятора от пыли и ползучих солей пользуются чистой влажной ветошью, навернутой на деревянную палочку.
При работе с гаечным ключом и другим металлическим инструментом следует помнить, что одновременное прикосновение их к разноименным контактам аккумуляторов может привести к короткому замыканию. Поэтому никогда нельзя оставлять металлические детали. Их следует располагать на специальной полочке ящика батареи.
Нельзя пользоваться открытым пламенем вблизи батареи. Совместное хранение и эксплуатация щелочных и кислотных батарей запрещено, так как все кислоты разрушают щелочные аккумуляторы.
Электролит меняют через каждые 100 - 150 циклов, но не реже одного раза в год. Если емкость аккумуляторов заметно снижается, то электролит меняют ранее указанного срока. Перед сменой электролита аккумуляторы разряжают током 8-часового режима до напряжения 1 В на аккумуляторе. Старый электролит выливают, энергично встряхивают акку-мулятор(батарею)для удаления грязи из сосуда. После удаления старого электролита аккумуляторы промывают подщелоченной, отстоенной или дистиллированной водой при энергичном встряхивании, затем немедленно заливают электролитом. Дают постоять в течение 2 ч, замеряют плотность электролита,доводят ее до требуемого значения и закрывают аккумуляторы пробками. Запрещается оставлять без электролита аккумуляторы, промытые водой, во избежание коррозии пластин.
Электролит заменяют также в случае перевода аккумуляторов на эксплуатацию при температуре-20 °С и ниже. Срок службы аккумуляторов и батарей сокращается по следующим причинам: систематические недоза-
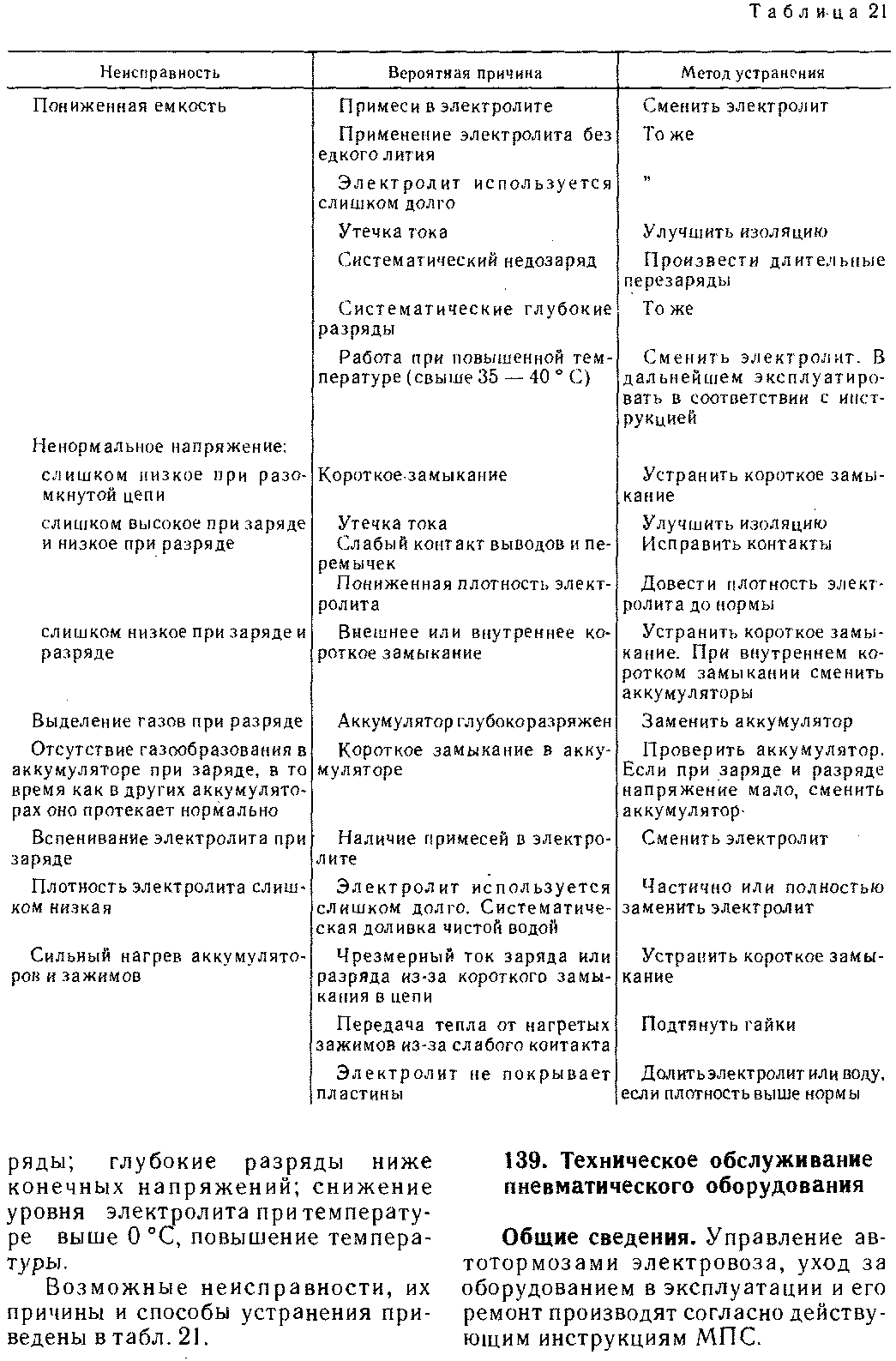 | Техническое обслуживание вспомогательных машин | | Пневматические стеклоочистители СЛ-440 Б с воздушным краном Кр-30В |
| Техническое обслуживание вспомогательных машин | | Пневматические стеклоочистители СЛ-440 Б с воздушным краном Кр-30В |