Основное электрооборудование. Тяговый двигатель НБ-418К6
Общие сведения. Тяговый двигатель предназначен для преобразования электрической энергии, получаемой из контактной сети, в механическую, передаваемую с вала двигателя на колесную пару. Привод каждой колесной пары электровоза индивидуальный. Малые шестерни смонтированы на концах вала двигателя, а большие- на оси колесной пары.
Конструкция. Двигатель защищенного исполнения состоит из остова, якоря, траверсы, подшипниковых щитов и кожуха Остов двигателя стальной цилиндрической формы служит одновременно магнитопроводом (рис. 29). На нем укреплены по шесть главных и дополнительных полюсов, поворотная траверса и щиты с роликовыми подшипниками, в которых вращается якорь двигателя. С наружной поверхности остов имеет приливы для крепления букс моторно-осевых подшипников, подвески двигателя, коробки выводов и предохранительные. На остове имеются рым-болты для транспортировки двигателя и кантования остова при монтаже и демонтаже. Со стороны коллектора имеются два люка, предназначенных для осмотра щеточного аппарата и коллектора, и один вентиляционный люк для входа воздуха. Выход вентилирующего воздуха осуществлен со стороны, противоположной коллектору, через специальный кожух, укрепленный на подшипниковом щите и остове.
Крышка верхнего коллекторного люка укреплена на остове специальным пружинным замком, нижнего - болтами М20 и специальным с цилиндрической пружиной.
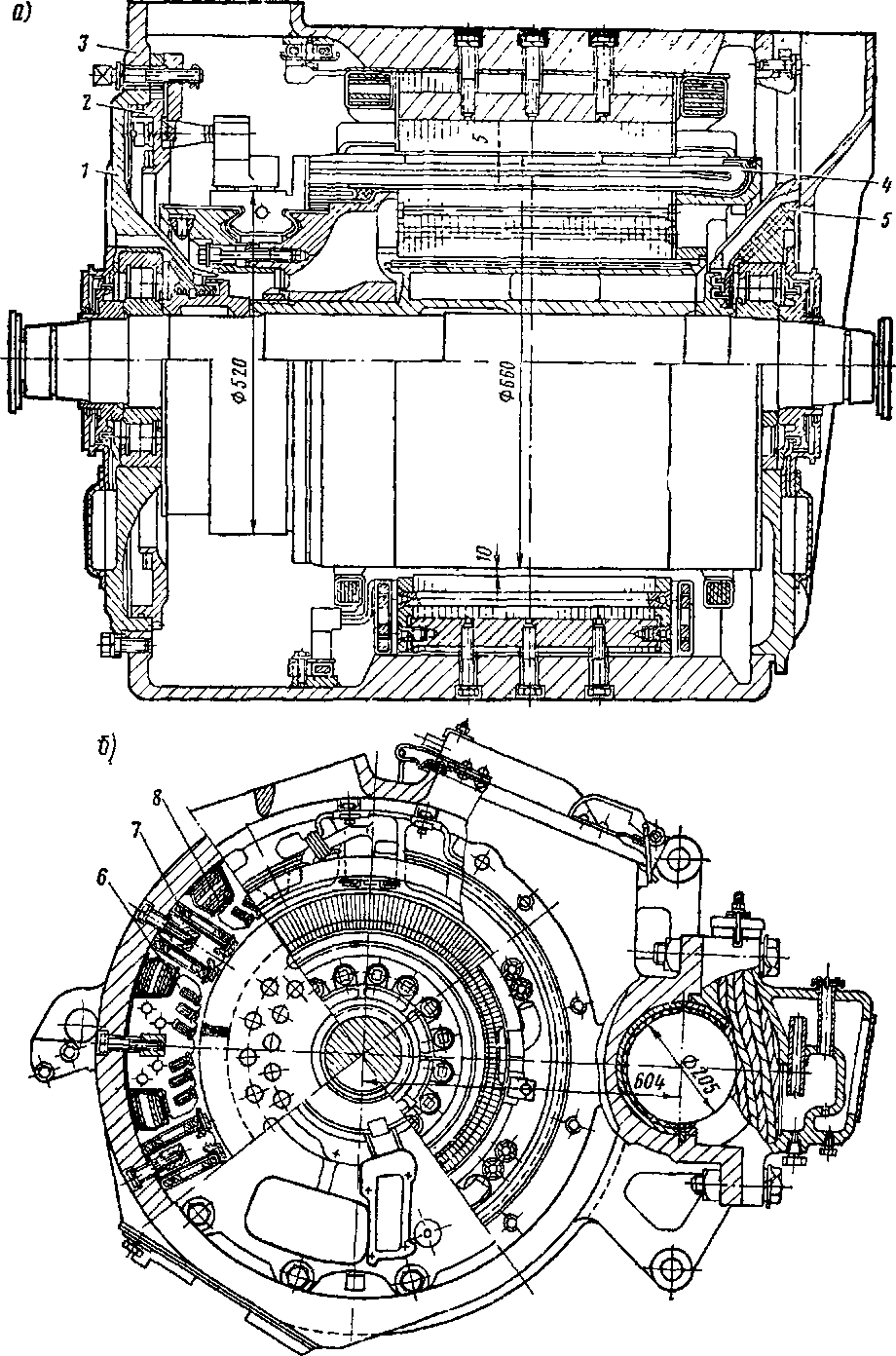
Рис. 29. Продольный (а) и поперечный (б) разрезы тягового электродвигателя
НБ-418К6:
1,5 - щиты подшипниковые; 2 - поворотная траверса щеткодержателей, 3 - остов, 4 - якорь, С - сердечник гл мото полюса; 7 - катушка дополнительного полюса; 8 - катушка главного полюса
На остове смонтирована коробка выводов Электрический мон* таж этой коробки выполнен проводами марки РКТМ-4000 сечением 95 мм2 с одним наконечником на два провода. Кабели укреплены на пальцах (опорных изоляторах), опрессованных пресс-массой АГ-4. Крепление пальцев к остову резьбовое на белилах цинковых густотертых МА-011 ГОСТ 482-67. Пальцы монтируют специальным ключом. Условное обозначение выводных кабелей выбито на металлической пластинке стеклопластиковой крышки. Внутри коробки выводов со стороны входа силовых кабелей условное обозначение написано красной эмалью, высота букв не менее 20 мм. После монтажа силовых кабелей коробку выводов закрывают стеклопластиковой крышкой с уплотняющими резиновыми клицами.
Сердечники главных полюсов, шихтованные из листовой электротехнической стали толщиной 0,5 мм, скреплены заклепками и укреплены на остове" каждый тремя болтами МЗО. Катушка главного полюса, имеющая 11 витков, намотана на ребро из мягкой шинной меди размером 4X65 мм, изогнута по радиусу для обеспечения прилегания к внутренней поверхности остова.
Между сердечником главного полюса и остовом имеется одна стальная прокладка толщиной 0,5 мм, которая предохраняет изоляцию катушки от механических повреждений. Корпусная изоляция состоит из пяги слоев стеклоыикаленты толщиной 0,13 мм и одного слоя стеклоленты толщиной 0,2 мм, уложенных с перекрытием в половину ширины лепты (вполуперекрышу). Межвитковая изоляция - асбестовая бумага толщиной 0,3 мм в два слоя.
Для улучшения рабочих характеристик двигателя применена компенсационная обмотка, расположенная в пазах, проштампованных в наконечниках главных полюсов, и соединенная последовательно с обмоткой якоря. Компенсационная обмотка состоит из шести катушек по шесть витков каждая, намотанных из прямоугольной проволоки МГМ сечением 4,4X35 мм. В каждом пазу расположено по два стержня. Корпусная изоляция состоит из четырех слоев мика тенты толщиной 0,1 мм и одного слоя стеклоленты толщиной 0,1 мм, уложенных вполуперекрышу. Витковая изоляция- один слой микаленты 0,1 мм, уложенной вполуперекрышу. Крепление обмотки в пазах - клиньями из текстолита марки Б.
Сердечники дополнительных полюсов, шихтованные из листов электротехнической стали толщиной 0,5 мм, скреплены заклепкой и укреплены на остове каждый тремя болтами М20. Для обеспечения надежной коммутации двигателя в переходных режимах между остовом и сердечниками дополнительных полюсов предусмотрены текстолитовые прокладки толщиной 7 мм". Катушки дополнительных полюсов намотаны из медной проволоки размером 12,5X12,5 мм по восемь витков каждая. Изоляция этих катушек аналогична изоляции катушек главных полюсов. Схема электрических соединений полюсьых катушек электродвигателя приведена на рис. 30.
Щеточный аппарат тягового двигателя состоит из траверсы с поворотным механизмом, шести кронштейнов и шести щсткодержателей Траверса стальная швеллерного сечения, разрезная, имеет по наружному ободу зубчатый венец, входящий в зацепление с шестерней поворотного механизма. В остове траверса застопорена фиксатором, установленным против верхнего коллекторного люка, и прижата к подшипниковому щиту двумя стопорными устройствами (рис. 31).

Электрическое соединение траверсы с обмотками электродвигателя выполнено двойным проводом РКГМ-4000 сечением 95 мм2 и гибким шунтом. Кронштейны щеткодержателя разъемные (из двух половин) закреплены болтами М16 на двух изоляционных пальцах, установленных на траверсе. Изоляционные пальцы представляют собой шпильки, опрессованные пресс-массой АГ-4. Щеткодержатель имеет три цилиндрические пружины растяжения, закрепленные одним концом на оси, вставленной в отверстие корпуса щеткодержателя, другим - на оси на нажимном пальце с помощью регулирующего винта, которым одновременно регулируют натяжение пружины. Кинематика нажимного механизма выбрана так, что нажимной палец обеспечивает практически постоянное нажатие на щетку. Кроме того, при наибольшем допустимом износе щетки давление нажимного пальца на нее автоматически прекращается. Это позволяет предотвратить повреждение рабочей поверхности коллектора шунтами сработанных щеток. В окна щеткодержателя вставлены три разрезные щетки ЭГ-61.
Крепление щеткодержателя к кронштейну осуществлено шпилькой и гайкой. Для более надежного крепления и регулировки положения кронштейна относительно рабочей поверхности по высоте при износе коллектора на корпусе щеткодержателя и кронштейне предусмотрены гребенки.
Якорь двигателя состоит из коллектора, обмотки, вложенной в пазы сердечника, набранного в пакет из лакированных листов электротехнической стали толщиной 0,5 мм, стальной втулки, задней и передней нажимных шайб, вала. В сердечнике есть два ряда аксиальных отверстий для прохода вентилирующего воздуха. Передняя нажимная шайба одновременно служит корпусом коллектора. Все детали якоря собраны на общей втулке коробчатой формы, запрессованной на вал, что обеспечивает возможность замены якоря
Обмотка якоря состоит из 87 катушек и 58 секционных уравнителей, концы которых впаяны в петушки коллектора. В каждой катушке имеется четыре отдельных стержня из медной прямоугольной проволоки МГМ сечением 3,53X6,9 мм, изолированных одним слоем вполуперекрышу микаленты толщиной 0,1 мм. Корпусная изоляция катушки в пазовой части - четыре слоя вполуперекрышу микаленты толщиной 0,1 мм. Покровная изоляция - один слой встык стеклоленты толщиной 0,1 мм.
Уравнители изготовлены из медной прямоугольной проволоки МГМ сечением 1,68X4,7 мм. Каждая секция уравнителя имеет три стержня, изолированных друг от друга одним слоем вполуперекрышу микаленты толщиной 0,1 мм. Покровная изоляция секции уравнителей выполнена одним слоем вполуперекрышу стеклоленты толщиной 0,1 мм. Пазовая часть обмотки якоря укреплена текстолитовыми клиньями, лобовые части - стеклобандажами.
Коллектор тягового двигателя с диаметром рабочей поверхности 520 мм набран из 348 медных пластин, изолированных друг от друга миканитовыми прокладками. Коллекторная пластина имеет приварной петушок От нажимного конуса и корпуса коллектора пластины изолированы миканитовыми манжетами и цилиндром.
Схема соединений катушек и уравнителей якоря показана на рис. 32. Обмотка якоря имеет следующие данные:
Число пазов 87
Шаг по пазам 1-15
Число коллекторных пластин 348
Шаг по коллектору 1-2
Шаг уравнителей по коллектору 1-117
Якорные подшипники двигателя радиальные средней серии с цилиндрическими роликами 80-42330-Л1М; наружное кольцо подшипника запрессовано в подшипниковый щит, а внутреннее - напрессовано на вал якоря.
Роликовые подшипники имеют уплотнения, предупреждающие утечку смазки из подшипниковых камер (рис. 33).
С внутренней стороны двигателя подшипники имеют комбинированные лабиринтно-канавочные уплотнения, которые через дренажные отверстия К сообщаются с атмосферой, что способствует выравниванию давления в подшипниковых камерах до атмосферного и устраняет выдавливание смазки разностью давлений, возникающей в работающей машине при продувке через нее вентилирующего воздуха. Многоходовой извилистый зазор образуется со стороны коллектора подшипниковым щитом 2 и втулкой 1, а со стороны, противоположной коллектору, - крышкой 8 и втулкой 7.

Рис. 32. Схема соединения катушек якоря и уравнителей с коллекторными пластинами тягового электродвигателя (вид со стороны коллектора)
С наружной стороны подшипники имеют также комбинированные лабиринтно-канавочные уплотнения, образуемые кольцами 3, 5 и крышкой 4. Жировые канавки на деталях 1, 2 (на размере 43 мм), 4 и 8 заполняют смазкой. При этом канавка М на крышке 4 и канавка Н в щите 2 не должны заполняться и промазываться смазкой. При работе двигателя отработанная смазка попадает в камеру В и выбрасывается через отверстие Б в крышке 4 в специальную коробку 6, которую необходимо периодически во время добавления смазки в подшипники снимать и очищать от скопившейся в ней отработанной смазки.
Смазка, проникшая в подшипниковые узлы из кожуха зубчатой передачи, поступает обратно в кожух зубчатой передачи через специальные отверстия А в крышке 4, а та ее часть, которая попала в камеру В, выбрасывается в коробку 6.
Во избежание выброса смазки внутрь двигателя из подшипниковых камер необходимо на каждом текущем ремонте ТР-1 и ТР-2 производить очистку и продувку дренажных отверстий К сжатым воздухом. Для этого в любое легкодоступное дренажное отверстие надо вставить воздушный шланг со специальным наконечником и произвести продувку дренажей под давлением 5-6 кгс/см2. Второе рядом расположенное отверстие должно быть закрыто пробкой.
Подшипниковые щиты запрессованы в остов и прикреплены к нему каждый 12 болтами М20 с пружинными шайбами. Моторно-осевые подшипники состоят из латунных вкладышей, залитых по внутренней поверхности баббитом, и букс с постоянным уровнем смазки. Предусмотрена фиксация вкладышей кнопкой. Вкладыш, прилегающий к буксе, имеет окно для подачи смазки.
Привод от двигателя к оси колесной пары осуществлен с помощью двусторонней косозубой передачи, передаточное отношение равно 88:21 при торцовом модуле 11. Малые зубчатые колеса (шестерни) смонтированы на концах вала двигателя, а большие - на оси колесной пары. Зубчатая передача закрыта кожухом (рис. 34), предохраняющим ее от пыли, грязи, попадания посторонних предметов, а также создающим масляную ванну для ее смазки.
Кожух зубчатой передачи состоит из двух половин (верхней 1 и нижней 2), которые выполняют из стеклоткани, пропитанной полиэфирной смолой. По горловинам и разъемам кожуха установлены уплотнительные прокладки. На верхней половине кожуха имеется колпачок-сапун для выравнивания давления внутри кожуха с атмосферным и бобышка для крепления кожуха к остову двигателя.
На нижней половине установлены бобышка и кронштейн, предназначенный для крепления кожуха к тяговому двигателю, а также масленка, предназначенная для заливки и контроля уровня смазки в кожухе.
Контроль уровня смазки в кожухах зубчатой передачи следует производить специальным указателем, находящимся в комплекте ЗИП (запчасти, инструмент, приспособления) и имеющим две контрольные риски наибольшего и наименьшего уровня. Обе половины стянуты между собой шестью болтами М12 и шестью болтами М16. На тяговом двигателе кожух укреплен тремя болтами МЗО.
Тяговый двигатель НБ-418 имеет несколько модификаций: НБ-418 (на электровозе № 060); НБ-418КЗ (№ 064-065); НБ-418К (№ 066-072 и 078); НБ-418К2 (№ 073-077, 079-086, 088, 089, 091-093); НБ-418К4 ( №094-160); НБ-418К1 (87, 90, 161-279); НБ-418К6 (№ 280 и далее).
Выше была рассмотрена конструкция тягового двигателя НБ-418К6; по сравнению с ним остальные модификации тяговык

Рис. 33. Подвод смазки к якорным подшипникам со стороны коллектора (а) и противоположной (б)

Рис 34 Кожух зубчатой передачи двигателей имеют следующие конструктивные особенности без учета последующей модернизации.
НБ-418 - отсутствует компенсационная обмотка; передаточное отношение 86:21, централь 594 мм, якорные подшипники 80-42328-К1, длина рабочей поверхности коллектора 116 мм; щетки (10-|-12-|-10)Х40Х50 мм, на щеткодержателе их две; магнито-провод выполнен частично шихтованным из отдельных элементов; катушка главного полюса плоская, имеет 14 витков, намотана из меди 4,5X55 мм; корпусная изоляция из стеклослюдинитового полотна, пропитанного эпоксидным компаундом, межвитковая изоляция- асбестовая бумага толщиной 0,3 мм в два слоя; катушка дополнительного полюса имеет 13 витков, намотана из меди 7X30 мм; изоляция ее аналогична изоляции катушки главного полюса; траверса неразрезная; в остове траверса фиксирована фиксатором, укреплена тремя накладками, работающими по принципу клина и входящими между остовом и траверсой; отсутствует коробка выводов; выход вентилирующего воздуха осуществлен через вентиляционные отверстия в подшипниковом щите.
НБ-418КЗ - передаточное отношение 86:21, централь 594 мм; якорные подшипники 80-42328-ЛУ; длина рабочей поверхности коллектора 116 мм; траверса с деталями та же, что и на двигателе НБ-418; катушка главного полюса имеет 11 витков, намотана из меди 4X65 мм; изогнута по радиусу для прилегания к внутренней поверхности остова; изоляция катушек состоит из пяти слоев стекломикаленты и одного слоя стеклоленты, уложенных вполупе-рекрышу. Катушка дополнительного полюса имеет семь витков, намотана из медной проволоки 12,5X12,5 мм, изоляция ее аналогична изоляции катушек главных полюсов; отсутствует коробка выводов; выход вентилирующего воздуха осуществлен через вентиляционные отверстия в подшипниковом щите.
НБ-418К -якорные подшипники 80-42328-Л1М; отсутствует коробка выводов, выход вентилирующего воздуха осуществлен через вентиляционные отверстия в подшипниковом щите. На электровозе № 78 изоляция всех обмоток тягового двигателя выполнена из стеклослюдинитового полотна, пропитанного эпоксидным компаундом.
НБ-418К2 - отсутствует коробка выводов на изоляторах. Выход вентилирующего воздуха осуществлен через вентиляционные отверстия в подшипниковом щите.
НБ-418К4 - выход вентилирующего воздуха осуществлен через вентиляционные отверстия в подшипниковом щите.
НБ-418К1-отличается только конструкцией уплотнений подшипниковых узлов.
Конструкция уплотнений подшипниковых узлов на тяговых двигателях НБ-418К1, НБ-418К2 и НБ-418К4, имеющих якорные подшипники 80-42330-Л1М, отличается от конструкции уплотнений тягового двигателя НБ-418К6.
С целью повышения надежности работы тяговых двигателей, установленных на электровозах ВЛ80К до № 280, проведена их модернизация с заменой подшипникового узла со стороны коллектора подшипниковым узлом тягового двигателя НБ-418К6.
Все модификации двигателей имеют изоляцию катушек главных и дополнительных полюсов класса Н, а якорей и компенсационной обмотки - класса В. Основные технические данные двигателей различных модификаций приведены в табл. 8.
Уход в эксплуатации. Техническое обслуживание ТО-1, ТО-2, ТО-3 и текущие ремонты ТР-1, ТР-2 тяговых двигателей выполняют согласно Правилам текущего ремонта и технического обслуживания электровозов переменного тока. При наружных осмотрах в первую очередь проверяют действие замков коллекторных люков, болтовые крепления моторно-осевых букс, кожухов зубчатой передачи, главных и дополнительных полюсов.
Внутренние узлы двигателя осматривают, как правило, когда электровоз стоит на канаве. Однако благодаря наличию верхнего коллекторного люка осмотр можно провести без установки электровоза на канаву. Перед осмотром поверхности около коллекторных люков и крышки этих люков следует тщательно очистить от пыли, грязи, снега и т. д., после чего снять крышку и осмотреть коллектор, щеткодержатели, щетки, кронштейны и пальцы кронштейнов, расположенные против смотрового люка, а также видимую часть шинного монтажа, траверсы, якоря и полюсных катушек.
Уход за коллектором Нормально работающий коллектор должен иметь полированную блестящую поверхность коричневого оттенка (политуру) без царапин, рисок, вмятин и подгаров. Во всех случаях повреждения или загрязнения коллектора необходимо установить причины этих повреждений и устранить их.
Грязь и следы смазки следует удалять мягкой салфеткой, слегка смоченной в техническом спирте или бензине. Таким же образом необходимо очищать изоляцию переднего конуса, подгоревшие и поврежденные места конуса зачищать шкуркой КЗМ-28 и окраши-
Таблица 8
|
Знач Показатели НБ-418к1, нб-4і8к6, НБ-418к4 |
ения показател нб-418 |
-И тяговых дви нб-413кз |
гателеи нб-418к, НЬ 418к2 |
|
Мощность, кВт 790/740 1-і о ттп а и а Н я к" л п пріґтгї- |
725/710 |
790/740 |
790/740 |
|
Плііи И ЖСІШС па Ииллсіііи ре, В 950/950 Ток якоря, А 880/820 Частота вращения, об/мин 890/915 Количество вентилируемого Вл5 чиУЗ ГТГіН ПОЗ ЗПи^ШЛШ) |
950/950 810/790 1030/1050 |
950/950 880/820 890/915 |
950/950 880/820 890/915 |
|
вентиляции, м3/мин, не менее 105/105 (110/110) Передаточное отношение 86 : 21 Сила тяги, кгс 5640/5120 Скорость электровоза, км/ч 50,0/51,5 К. п. д., % 94,5/94,8 Сопротивление при 20° С, |
120/120 86 : 21 4350/4160 59,5/60,5 94,5/- |
110-110 86:21 5510-5000 51,2/52,7 94,36/- |
110/110 88 : 21 5640/5120 50/51,5 94,5/94,8 |
|
Ом: всех катушек главных 0,0079 |
0,0095 |
0,0079 |
0,0079 |
|
полюсов (без шунта) всех катушек дополни- - тельных полюсов Пґ>оу і1 я т\лпаи ллпл (тип |
0,0079 |
- |
- |
|
□ Сел лаіуШсК ДиПОЛНИ- тельных полюсов и компенсационной обмотки 0,0113 (0,0119) обмотки якоря 0,011 |
0,01103 |
0,0113 0,011 |
0,0119 0,011 |
|
Коэффициент постоянного возбуждения тяговых 0,96 |
0.95 |
0,96 |
0,96 |
|
двигателей Масса двигателя без зуб- 4325 чатой передачи, кг |
4300 |
4350 |
4350 |
Примечания. 1. В скобках приведены величины для двигателя НБ-418К4.
2. В числителе приведены величины, соответствующие часовому режиму, в знаменателе -
продолжительному.
вать эмалью ГФ-92-ХК до получения глянцевой поверхности. Применять для протирки материалы, оставляющие жирные следы, недопустимо. Небольшие царапины, выбоины и подгары на рабочей поверхности коллектора устраняют зачисткой (шлифовкой) шкуркой КЗМ-28, закрепленной на специальной деревянной колодке, имеющей радиус, соответствующий диаметру коллектора, и ширину не менее 2/з длины рабочей поверхности коллектора. Зачистку проводят только на вращающемся коллекторе, так как в противном случае это вызовет местные выработки. Более трудоемко устранение последствий круювого огня, которое выполняют согласно приложению 10. Необходимо также тщательно осмотреть шинный монтаж остова и траверсы, щеткодержатели, кронштейны, пальцы кронштейнов, все обнаруженные дефекты устранить. В случае повышенного износа ^сех щеток или же щеток одной стороны (со стороны конуса или со стороны петушка) следует тщательно осмотреть коллектор и замерить его биение. Причиной повышенного износа щеток может быть недостаточно тщательная обработка коллектора или же выступание отдельных миканитовых или медных пластин. Выступание миканитовых пластин устраняют, выполняя «продорожку» коллектора специальным инструментом (Р-50143).
После каждой обработки рабочей поверхности коллектора необходимо специальным инструментом (Р-50143) удалить спрессовавшуюся пыль и медную стружку из пазов между коллекторными пластинами, углубить их, если это необходимо, снять фаски специальным инструментом (Р-22410). Стружку и металлическую пыль тщательно выдуть сжатым воздухом. Следует иметь в виду, что шлифовка уничтожает «политуру» и тем самым ухудшает контакт между коллектором и щетками. Поэтому без особой необходимости к ней прибегать не стоит.
Обработку коллектора непосредственно на электровозе с использованием специального суппорта, как правило, не следует производить.
Если в этом возникла необходимость, то работу должен выполнить опытный специалист, соблюдая скорость резания в пределах 150-200 м/мин. Коллектор рекомендуется обтачивать в собственных подшипниках якоря, при этом сначала обточить его резцом из твердого сплава, а потом прошлифовать шлифбруском Р-30. При проточке резцом из твердого сплава подача должна быть 0,15 мм, а при чистовой обточке--0,045 мм на каждый оборот при скорости резания 120 м/мин.
Биение и выработку коллектора следует замерять не реже одного раза в два-три месяца и результаты замеров записывать в специальный журнал. Наибольшая допустимая в эксплуатации выработка не должна превышать 0,5 мм, биение - 0,07 мм при плавном распределении этой величины. Если же это местная деформация, такое биение недопустимо. После обточки коллектора на токарном станке биение в собранном двигателе не должно превышать 0,04 мм.
Глубина продорожки должна быть в пределах 1,3-1,6 мм, фаска с каждой стороны пластины - 0,2 ммХ45° (рис. 35). Разрешается выполнять фаски 0,5 мм по высоте и 0,2 мм по ширине пластины. Наружный диаметр рабочей поверхности коллектора должен быть не менее 500 мм.
Уход за щеточным аппаратом. Снять крышку смотрового люка и проверить состояние щеток, щеткодержателей, кронштейнов, пальцев кронштейнов и т. д. Общая высота щетки должна быть не менее 25 мм (предельный износ - до 20 мм). Осмотр щеток выполнять, проворачивая траверсу щеткодержателей, следующим образом (см. рис. 31):
вывернуть болты, крепящие гибкий шунт и кабели к двум верхним кронштейнам, и отвести шунт и кабели от траверсы, чтобы последняя не повредила их при повороте;

Рис. 35. Отделка пластин коллектора: а - неправильно; 6 - правильно вывернуть болт 2 фиксатора до выхода фиксатора из паза обоймы на остове; фиксатор развернуть на 180° и утопить в паз обоймы во избежание зацепления за пальцы кронштейнов щеткодержателей и накладку при повороте траверсы;
отвернуть на три-четыре оборота болты 1 стопорных устройств специальным односторонним ключом с зевом 27 мм, через нижний коллекторный люк отвернуть шпильку разжимного устройства на траверсе в направлении «на себя», установив щель в месте разреза не более 2 мм;
проворачивая плавно ключом-трещоткой валик 3 шестерни поворотного механизма, подвести по очереди к верхнему или нижнему коллекторному люку все щеткодержатели и выполнить необходимые работы. Через верхний коллекторный люк осмотреть два щеткодержателя со стороны вентиляционного патрубка, а для осмотра остальных щеткодержателей траверсу вращать в обратном направлении. Вход в зацепление места разреза траверсы с шестерней поворотного механизма недопустим. При осмотре с нижнего коллекторного люка щеткодержатели подводят в обратном порядке.
При замене щеток необходимо их шунты скрутить друг с другом во избежание свисания их с корпуса щеткодержателя в сторону траверсы и петушков коллектора. Шунт не должен попадать между нажимным пальцем и щеткой, недопустимо его перетирание. Наконечники шунтов должны быть надежно закреплены на корпусе щеткодержателя. Смену щеток проводят одновременно на всех щеткодержателях. Рекомендуется устанавливать щетки марки ЭГ-61. Новые щетки при установке в двигатель необходимо пришлифовать по рабочей поверхности коллектора на специальном приспособлении или так, как показано на рис. 36. Прилегание должно быть не менее 75% контактной поверхности щеток. При-шлифовку выполнять шкуркой КЗМ-28. Применение для этой цели крупнозернистой шкурки недопустимо, так как крупные частицы стекла могут со щетки попасть на цабочую поверхность коллектора и повредить ее.
Щетки должны свободно перемещаться в гнездах щеткодержателя без перекосов и застреваний. Зазоры между щетками и окном щеткодержателя не должны превышать 0,3 мм по ширине щетки и 0,6 мм по длине. Увеличение этих зазоров приводит к местным износам щеток, способствует их скалыванию, а при реверсивной работе тяговых двигателей - к уменьшению контактной поверхности щеток, т. е. к увеличению фактической плотности тока под ними и к ухудшению коммутации.
Щеткодержатели должны быть отрегулированы на гребенке по высоте. Расстояние нижней части щеткодержателя от поверхности коллектора должно быть в пределах 3±1 мм. На поверхности щеткодержателя недопустимо наличие заусенцев, следов перебросов, трещин. Нажимные пальцы должны поворачиваться вокруг осей без заеданий. При устранении заеданий нажимных пальцев или их смене предварительно очищенные посадочные поверхности отверстий под оси должны быть смазаны смазкой ВНИИНП-232 ГОСТ 14068-68. Поврежденные щеткодержатели необходимо заменить новыми. При смене щеткодержателей или деталей кронштейнов необходимо проверить равномерность расположения щеток по длине окружности коллектора. Неравномерность расположения осей окон щеткодержателей под щетки по окружности должна быть не более 1 мм.
При смене нажимных пальцев или предельном износе щеток в одном-двух щеткодержателях, в то время как в остальных щеткодержателях щетки не достигли предельного износа, необходимо проверить усилие нажатия на щетку (см. приложение 11). Значения давлений на все щетки одного щеткодержателя и щеткодержателей одной полярности не должны отличаться более чем на 10% во избежание неравномерного распределения тока. Давления пальцев при новой и изношенной щетках на каждый элемент щетки также не должны отличаться более чем на 10%. Номинальное давление на каждый элемент щетки принято 1,5 кгс. Регулируют давление поворотом регулировочного винта, расположенного на оси нажимного пальца.
При осмотре щеткодержателей нажимные пальцы следует плавно опускать на щетки. Резкое опускание нажимных пальцев недопустимо. Расстояние от петушков до корпуса щеткодержателя должно быть не менее 6 мм. Во время осмотра щеткодержателей одновременно следует проверить состояние пальцев кронштейнов и крепление их к траверсе. Пыль и копоть с пальцев удалить, протерев их чистой салфеткой, слегка смоченной в техническом спирте или бензине. Эксплуатация двигателей с загрязненными или обгоревшими пальцами недопустима.


Рис. 37. Демонтаж пальца кронштейна щеткодержателя
Для смены пальцев кронштейна в случае их повреждения необходимо снять корпус щеткодержателя, вынув предварительно из него щетки, снять кронштейн с пальцев, повернуть траверсу в такое положение, чтобы гайка поврежденного пальца совпала с одним из двух окон подшипникового щита. Крышку, закрывающую окно, предварительно снять. В окно вставить скобу 1 (рис. 37), чтобы предотвратить попадание гайки в камеру коллектора. Специальным ключом отвернуть гайку, удерживающую палец; палец заменить новым.
Сборку выполнять в обратном порядке.
При замене большого числа деталей траверсы или раскомплектовке остова и траверсы необходимо проверить правильность установки щеток на нейтраль. Проверку выполнять, как указано в приложении 12.
После окончания ремонтных работ траверсу установить в рабочее положение до совпадения рисок К (рис. 38), закрепить шунт и кабели на двух верхних кронштейнах, подтянув предварительно болты фиксатора и стопорных устройств, разжать траверсу, вращая шпильку разжимного устройства в направлении «от себя», завернуть до отказа болты стопорных устройств и фиксатора траверсы, наблюдая через верхний коллекторный люк за совпадением фиксатора 1 с пазом на траверсе 2.
После установки траверсы закрыть коллекторные люки крышками, убедившись предварительно в хорошем состоянии пружинных замков крышек.
Уход за обмотками и соединениями в двигателе. Обмотки и межкатушечные соединения осматривают одновременно с коллектором и щетками. Проверяют состояние крепления межкатушечных соединений, выводных кабелей, шин траверсы, шунтов щеток, крепление кабельных наконечников, состояние жил проводов у наконечников.
Поврежденный слой изоляции на шинах или кабелях разрешено восстанавливать с последующей окраской этого места эмалью ГФ-92-ХК. Причины, вызвавшие перетирание изоляции шин или кабелей, устранить.
При повреждении изоляции полюсных катушек или неудовлетворительном состоянии бандажей якоря двигатель необходимо заменить новым, а на снятом устранить обнаруженные дефекты. Если обнаружена внутри двигателя влага, то его необходимо просушить горячим воздухом, после чего замерить сопротивление изо* ляции силовой цепи электровоза. Если же при рабочей температуре двигателя оно окажется менее 1 МОм, следует замерить сопротивление на каждом двигателе отдельно. Выполнить это необходимо следующим образом.
1. Отключить двигатель от силовых цепей; подложить под со* ответствующие контакты реверсора изоляционные прокладки.
2. Замерить мегомметром сопротивление изоляции цепей якоря и возбуждения; если обе цепи имеют низкое сопротивление изоляции, то просушить двигатель. В том случае когда одна цепь имеет высокое сопротивление изоляции, а другая - низкое, рекомендуется выяснить причину понижения сопротивления: возможно механическое повреждение изоляции шин или кабелей, или же пробой пальца кронштейна. Изоляцию якоря можно проверить, вынув все щетки из щеткодержателей, а изоляцию шин траверсы и пальцев кронштейнов, - замерив сопротивление изоляции двух соседних кронштейнов при вынутых щетках. Если не удается обнаружить механическое или электрическое повреждение изоляции, то рекомендуется тщательно просушить двигатель. Если после сушки сопротивление изоляции не повысилось, необходимо двигатель заменить новым, а снятый отремонтировать. При замере сопротивления изоляции двигателей, в цепь которых включен вольтметр, последний нужно отключить и цепь его проверить отдельно; по окончании замера необходимо снять заряд с цепи с помощью штанги, вынуть электроизоляционные прокладки из-под контактов реверсора, поставить реверсор в исходное положение, подключить вольтметр, если он был отключен, установить щетки и подсоединить шины и кабели к кронштейнам щеткодержателей.
В зимнее время в связи с отпотеванием двигателей сопротивление изоляции необходимо замерять при каждой постановке электровоза в помещение, а данные замеров записывать в журнал технического состояния электровоза.
Уход за подшипниками. При осмотре мотор-но-осевых подшипников на смотровой канаве необходимо простукиванием проверить надежность крепления шапок к остову, уровень и состояние смазки, отсутствие течи, плотность прилегания крышек. Уровень смазки 1 (рис. 39) проверя-


Рис. 39. Контроль уровня смазки в мо-торно-осевых подшипниках ют специальным указателем 2, находящимся в ЗИПе и имеющим две контрольные риски Л наибольшего и Б наименьшего уровней.
Смешивание в моторно-осевых подшипниках масел различных марок недопустимо. При переходе с летних смазок на зимние и обратно шерстяную набивку необходимо заменить, а камеры букс тщательно очистить. При обнаружении в камерах влаги, грязи, стружек и т. д. нужно заменить смазку, тщательно очистить камеры и сменить фитили, а также усилить уплотнение крышек. Добавление смазки и перезаправку выполнять согласно карте смазки (приложение 13).
При текущем ремонте ТР-1 проверяют радиальные зазоры между осью и вкладышем. Зазоры замеряют через специальные вырезы в защитной крышке оси колесной пары. Эти зазоры в эксплуатации должны быть не менее 0,3 мм и не более 2,5 мм. Осматривая якорные подшипниковые узлы, необходимо проверить затяжку болтов крепления щитов, крышек, коробок для отработанной смазки, убедиться в отсутствии трещин в этих деталях, а также в сохранности и надежности крепления пробок смазочных отверстий. Одновременно проверить, нет ли выброса смазки внутрь двигателя из подшипниковых камер. Причинами выброса смазки могут быть большие зазоры в лабиринтных уплотнениях, большое количество смазки или загрязнение дренажных отверстий. Заменять смазку и заправлять ее следует согласно карте смазки на электровоз. Смешивание смазок различных марок недопустимо.
Если своевременно добавлять смазку в камеры якорных подшипников, то двигатель может находиться в эксплуатации до текущего ремонта ТР-3 без замены смазки. При текущем ремонте ТР-3 тяговые двигатели необходимо снять с электровоза, полностью очистить подшипники и подшипниковые щиты, проверить состояние подшипников, а в случае необходимости заменить их и заменить смазку. Продолжительная стоянка электровоза (от 18 месяцев до двух лет) требует полной смены смазки, содержащейся в подшипниках и камерах подшипниковых узлов.
Появление чрезмерных шумов в подшипниках, вибрации двигателя, а также чрезмерное нагревание подшипников свидетельствует о их ненормальной работе. Такие подшипники необходимо заменить Нагрев подшипников тяговых двигателей допустим не более 100° С.
Уход за тяговыми двигателями в зимнее время. При подготовке тяговых двигателей для работы в зимних условиях необходимо принять меры, исключающие попадание в них снега и влаги. Для этого следует провести ревизию крышек смотровых коллекторных люков, обращая внимание на состояние войлочных уплотнений. Проверить состояние брезентовых воздухоподводящих патрубков, надежность их крепления к люку двигателя, состояние войлочных уплотнений фланцев воздухопроводов, резиновых уплотнений коробки выводов, уплотнить кузов электровоза, чтобы ограничить попадание снега внутрь тяговых двигателей вместе с вентилирующим воздухом.
Необходимо также провести ревизию моторио-осевых и мотор-но-якорных подшипников. При этом летнюю смазку в моторно-осе-вых подшипниках нужно заменить на зимнюю. Проверить состояние противобоксовочного оборудования и устранить обнаруженные дефекты. При остановках электровоза во время метели вентиляторы, подающие воздух в тяговые двигатели, должны работать. Перед запуском в эксплуатацию электровоза, стоявшего в резерве, необходимо в течение 1-1,5 ч продуть его двигатели воздухом и замерить сопротивление изоляции. Если сопротивление изоляции при рабочей температуре двигателя меньше 1 Мом, то тяговые двигатели рекомендуется сушить в течение 1-2 ч током низкого напряжения на малой скорости (1-3-я позиции) с подтормаживани-ем, постепенно повышая ток с 200 до 750-800 А. В процессе сушки следует периодически запускать вентиляторы для удаления из двигателя влаги. При достижении сопротивления изоляции 1 МОм сушку считают законченной. Кроме сушки двигателей током, можно применять сушку нагретым сухим воздухом, который поступает в двигатель через калорифер. При этом способе процесс сушки значительно ускоряется и может продолжаться 20-25 мин (на один тяговый двигатель). При пересылке электровоза в нерабочем состоянии, а также при нахождении его продолжительно в резерве на открытой местности тяговые двигатели необходимо уплотнить (закрыть вентиляционные и другие отверстия). Электровоз, прибывший из поездки для осмотра в депо, может быть сразу же введен в помещение, если двигатели его теплые. Двигатели электровоза, продолжительное время стоявшего при низкой температуре, перед вводом в помещение необходимо прогреть, как указано выше. Вводить электровоз с холодными двигателями в теплое помещение депо запрещено. Во время оттепелей зимой, когда температура воздуха резко поднимается на 15-20° С в течение 5-6 ч, тяговые двигатели электровозов, стоящих в запасе, покрываются инеем. Предотвратить появление инея внутри двигателей или удалить появившийся иней можно, продувая двигатели воздухом. Для этого необходимо, не подавая напряжения на тяговые двигатели, включить вентиляторы их охлаждения и продуть тяговые двигатели холодным воздухом.
Продолжительность сушки холодным воздухом зависит от количества образовавшегося внутри двигателя инея и температуры окружающего воздуха. Сушка особенно эффективна при низкой температуре. При нулевой температуре окружающего воздуха продолжительность сушки увеличивается. В целом процесс сушки может продолжаться от 30 мин до 2 ч.
Сопротивление изоляции тягового двигателя при его рабочей температуре должно быть не менее 1 МОм.
Установлены следующие размеры (мм) тягового двигателя для контроля в эксплуатации:
Наименьший допустимый диаметр коллектора 500
Ширина канавки коллектора 10±0,3 Глубина канавки:
при новом коллекторе 4±0,3
при коллекторе диаметром менее 504 мм 2±0,3
Глубина продорожки 1,3-1,6
Расстояние щеткодержателя от рабочей поверхности 3±1 коллектора
Допустимый зазор между щетками и стенками гнезд, не более:
по ширине щетки 0,3
по длине щетки 0,6
Высота предельно изношенной щетки 20
Смещение щеток от нейтрального положения по кол- ±0,5 лектору
Осезой разбег якоря 6-8
Зазор между осью и вкладышем, не более 2,5
Толщина бурта вкладыша, не менее 22 Радиальный зазор якорных подшипников в двигателе:
у нового подшипника 0,09-0.16
браковочный 0,3
Расстояние от петушков коллектора до корпуса щетко- 6 держателя, не менее
Ревизии. Разборка и сборка двигателей. Перед снятием двигателя с тележки необходимо слить масло из шапок букс моторно-осевых подшипников и кожухов зубчатой передачи.
Съем шестерни (рис. 40) выполняют следующим образом. Необходимо заменить гайку, поддерживающую шестерню на валу двигателя, специальной гайкой; установить трубку гидропресса, как показано на рис. 40, и создать давление для сдвига шестерен с места.
Съем шестерен без специальной гайки запрещен.
Разборку двигателя необходимо выполнять в следующем порядке. Двигатель установить в горизонтальное положение, снять крышки 4 (см. рис. 33), спрессовать специальным съемником кольца 5, крышки 4 установить на свои места. Транспортировку и такелажные работы при разборке двигателя можно производить с применением «ложных» крышек вместо деталей 3 и 4. Отсоединить подходящие к двум верхним кронштейнам кабели и шунт; вынуть все щетки из гнезд щеткодержателей; снять кожух для выброса воздуха. Установить двигатель на специальный стеллаж коллектором вверх; демонтировать подшипниковый щит и траверсу; вынуть якорь и положить его на специальный стеллаж Перевернуть остов или поставить его в горизонтальное положение; демонтировать

Рис. 40 Схема подвода масла при съеме шестерни с вала тягового двигателя
1 - трубка гидропресса, 2 - гаЛка специальная; 3- прокладка, 4 - шестерня; 5 - ва>1 двигателя щит со стороны, протиовположной коллектор}. Дальнейшую разборку вести на стеллажах.
Разборку остова вести в следую* щем порядке. Снять крышку коробки выводов, вынуть резиновые клицы, осмотреть коробку выводов, очистить ее от грязи. В случае перебросов по пальцам щеткодержателей необходи* мо очистить их от грязи, тщательно зачистить поврежденный участок шкуркой КЗМ-28 и покрыть эмалью ГФ-92-ХК не менее двух раз.
Для демонтажа катушек компенса* ционной обмотки необходимо разъединить их выводные шины На лобовые части катушек (со стороны якоря) уложить листы электрокартона толщиной не менее 0,5 мм для защиты от механических повреждений изоляции при выбивке клиньев. Затем молотком и специальным зубилом с бородкой выбить клинья, крепящие стержни катушек во всех пазах. Далее катушку, нагретую до 95-105° С, вынуть вручную, слегка раскачивая ее за переднюю и заднюю лобовые части.
Если необходимо сменить катушку одного главного полюса, то нужно предварительно вынуть из пазов две катушки компенсационной обмотки. Далее смену полюса и катушки вести обычным способом.
Смену катушки дополнительного полюса проводить без демонтажа компенсационно» обмотки. Для этого выводы катушки отсоединить. Полюс с катушкой вынуть в пространство между компенсационной обмоткой и остовом в сторону, противоположную коллектору.
Съем подшипниковых колец проводить лишь при повреждениях подшипников или вала. Внутренние кольца подшипников спарены с наружными кольцами и вследствие этого не взаимозаменяемы; в случае их повреждения необходимо заменить весь подшипник целиком.
Выпрессовку подшипника из подшипникового щита можно производить различными способами на различных приспособлениях, приемлемых для депо, но в любом случае распрессовочное усилие должно действовать на торцовую поверхность наружного кольца подшипника, а не на сепаратор или ролики. При выпрессовке подшипника вниз он дотжен падать на прокладку нли настил из мягкого неметаллического материала (для исключения возможности забоин на наружной обойме подшипника).
Сборку остова проводить в обратном порядке. Перед укладкой катушек компенсационной обмотки пазы продуть сжатым воздухом. Затем уложигь в пазы пазовую изоляцию, миканнтовую прокладку на дно паза и картон электроизоляционный толщиной 0,2 мм.
Катушку компенсационной обмотки выставить по всем пазам с симметричным расположением лобовых частей относительно боковин главных полюсов и уложить в пазы путем легкого постукк-вапия равномерно по всей длине витков обрезиненной рукояткой молотка Стержни катушки осадить текстолитовой подбойкой и молотком. Затем расклинить пазы. Под клинья проложить прокладки из миканита и пропитанного электрокартона в количестве, необходимом для плотной посадки клиньев.
При сборке двигателя запрессовать в остов щит со стороны, противоположной коллектору, установить в остов якорь и траверсу. Запрессовать щит со стороны коллектора. Двигатель установить в горизонтальное положение. Снять крышки 4 и кольца 3, замерить торцовое биение подшипников, которое должно быть не более 0,12 мм, установить кольца 3, насадить на вал (предварительно нагрев) кольца 5, подшипники закрыть крышками 4. При этом необходимо выполнять требования чертежей по промазке посадочных и привалочных поверхностей крышек подшипниковых узлов и траверсы.
Установку щеток на нейтрать контролируют по совпадению рисок на траверсе и остове.
Очистка и проверка роликовых подшипников. Промыть подшипники в бензине н тщательно осмотреть их. Обратить особое внимание на качество клепкн и износ сепаратора. Если радиальная игра подшипника находится в допустимых пределах, а состояние беговых дорожек, роликов и качество клепки сепаратора хорошее, то можно собирать и смазывать подшипниковые узлы после полной просушки подшипников.
Если обнаружены трещины деталей, на беговых дорожках или роликах появились раковины, задиры или шелушение, радиальная игра подшипника превышает установленные нормы, то подшипник необходимо заменить. Подшипники вплоть до момента их установки не рекомендуется вынимать из ящика.
Антикоррозионное покрытие, нанесенное на поверхность подшипников, перед сборкой удалить; подшипник тщательно протереть чистой салфеткой и просушить, ролики и сепаратор перед сборкой покрыть смазкой.
Подшипниковые щиты и особенно маелоподводящие и дренажные отверстия тщательно промыть и продуть сжатым воздухом. Перед сборкой маслопроводящие отверстия заполнить смазкой. В процессе сборки необходимо следить, чтобы ни в смазке, ни в подшипниковых камерах не оказалось металлической пыли. Мон« тировать подшипники следует согласно технологической нормали.
Очистка, осмотр и сборка траверсы и щеткодержателей. С поверхности траверсы и щеткодержателей чистой салфеткой, смоченной в техническом спирте или бензине, удалить следы смазки и угольной пыли, траверсу просушить и восстановить антикоррозионное покрытие. Проверить зазоры между окнами щеткодержателей и щетками, состояние нажимных пальцев, пружин и корпуса, очистить и смазать все трущиеся поверхности
После сборки щеткодержателя необходимо проверить в соответствии с инструкцией усилие нажатия на каждый элемент щетки; оно должно быть в пределах 1,4-1,6 кгс. Для обеспечения равномерного расположения щеткодержателей по окружности коллектора сборку траверсы с кронштейнами и щеткодержателями необходимо вести на специальном приспособлении.
Очистка н осмотр якоря. Установить якорь концами вала на специальные подставки, затем, вращая его, очистить вентиляционные каналы проволочным ершиком. После этого тщательно продуть каналы сжатым воздухом. Медленно вращая якорь, тщательно очистить его от пыли, грязи и смазки.
Осмотреть бандажи. Простукиванием определить плотность посадки пазовых клиньев. Если клинья в пазу ослабли на длине, большей трети длины паза, то необходимо их заменить. Проверить простукиванием затяжку коллекторных болтов. Ослабшие болты подтянуть специальным ключом-трещоткой, предварительно нагрев якорь до 100° С. Для подтяжки коллекторных болтов якорь необходимо поставить на специальную подставку коллектором вверх.
Проверить состояние пайки петушков коллектора и при необходимости восстановить ее.
Восстановить рабочую поверхность коллектора, как указано выше (см. с. 80). После этого тщательно продуть коллектор и якорь, восстановить покрытие якоря. Если сборка двигателя задерживается, то необходимо обвернуть рабочую поверхность коллектора плотной бумагой или картоном После этого якорь положить на деревянную подставку.
Осмотр и очистка остова, полюсов, пружинных рамок, фланцев, полюсных катушек и соединений. После демонтажа подшипниковых щитов остов тщательно продуть сжатым воздухом. Удалить скопившуюся грязь и смазку. Протереть внутреннюю поверхность остова ветошью, смоченной в бензине. Проверить, надежно ли крепление шин, кабелей, полюсов, катушек; проверить состояние изоляции шин, кабелей и катушек.
Снять два дополнительных полюса. Осмотреть изоляцию внутреннего окна катушек, фланцы. При обнаружении дефектов необходимо разобрать все полюсы и заменить дефектные детали. После переборки и испытания остов тщательно очистить, продуть сжатым воздухом и окрасить, как указано на чертеже.
Осмотр моторно-осевых подшипников и кожуха зубчатой передачи. Снять шапки моторно-осевых подшипников, вынуть шерстяные фитили и вылить остатки масла из камер, тщательно промыть камеры керосином. Слить керосин, залить в камеры немного масла, нагретого до температуры 90° С. и слить это масло (оно служит для удаления из камер остатков керосина). Проверить состояние пробок и крышек. При необходимости заменить уплотнения. Вставить фитиль, предварительно пропитав его смазкой. При необходимости проточить и подогнать к оси вкладыш. Проточку вкладышей рекомендуется производить за один проход. При изготовлении зазор между вкладышем и осью составляет 0,3-0,5 мм на диаметр, допустимый зазор (разность диаметров) не более 2,5 мм.
Демонтируют кожух зубчатой передачи только после снятия коробки 6 (см. рис. 33). При этом нужно полностью очистить кожух, прочистить трубку-сапун, проверить надежность крепления бобышек к телу кожуха, состояние уплотнительных прокладок и в случае износа их заменить. При обнаружении трещин или расслоения стеклопластика кожух подлежит ремонту.
Неисправности тяговых двигателей. Возможны следующие неисправности двигателей.
Повышенный износ щеток и сколы щеток.
Причины: установлены слишком мягкие щетки; сильное искрение под щетками; чрезмерное давление на щетку; недопустимое биение коллектора; неравномерное давление на щетки; большой зазор между щеткой и окном щеткодержателя; ослаб контакт щеточных шунтов; велик зазор между коллектором и щеткодержателем; загрязнен коллектор; сырые щетки; некачественная обработка рабочей поверхности коллектора, выступание миканитовых пластин; неравномерный износ коллектора.
Повышенный или неравномерный износ коллектора.
Причины: установлены слишком твердые щетки; чрезмерное давление на щетки; недопустимое искрение под щетками; неправильная расстановка щеток в осевом направлении; выступание коллекторных пластин; вибрация щеток; местный отпуск пластин.
Повышенное искрение щеток.
Причины механического характера: тугая посадка щеток в щеткодержателе; неравномерное давление на щетки; слабое давление на щетки; большой зазор между щеткодержателем и коллектором; слабое крепление щеткодержателей и траверсы; плохая балансировка якоря; плохо обработана поверхность коллектора; выступает миканит между ламелями; нет фасок на ламелях, коллектор загрязнен; большое биение коллектора; выступание отдельных пластин коллектора; щетки установлены косо по отношению к ламелям; не выдержано расстояние между щеткодержателями; траверса сдвинута с нейтрального положения, полюсы установлены по окружности неравномерно; не выдержаны установленные воздушные зазоры у дополнительных полюсов; попадание на коллектор масла и его паров.
Причины электротехнического х а р а к т е р а: нарушение контакта в месте присоединения щеточных шунтов к щеткодержателю: низкое переходное сопротивление щеток, витковое замыкание в обмотке якоря; плохая пайка отдельных петушков коллектора; неправильная полярность полюсов; перегрузка двигателя; быстрое изменение нагрузки; повышенное напряжение на коллекюре; витковое замыкание полюсных катушек или компенсационной обмотки.
Пробой изоляции обмоток двигателя.
Причины: увлажнение изоляции; попадание при сборке остова под катушку металлических стружек; ослабление крепления межкатушечных соединений и повреждение их изоляции; хрупкость и гигроскопичность изоляции из-за больших и продолжительных превышений температуры нагрева двигателей при перегрузках; естественный износ (старение изоляции); механические повреждения изоляции при разборке и сборке двигателя; перенапряжения при внезапных обрывах цепей и атмосферные; попадание стружек в обмотку якоря; повреждение обмогки якоря при укладке его на пол без специальных подкладок.
Распайка соединения.
Причины: перегрузка якоря током при работе или в неподвижном состоянии, приводящая к выплавлению олова из петушков коллектора; плохое качество пайки.
Превышение допустимой температуры нагрева подшипников якоря.
Причины: загрязнение подшипника при сборке; загрязненная смазка; избыток смазки в подшипнике; изношены или разрушены детали подшипника; подшипник установлен с перекосом; мал радиальный зазог» в подшипнике; трение в уплотнениях подшипников.
Превышение допустимой температуры нагрева моторно-осевых подшипников.
Причины: недостаточная подача масла; загрязнено масло или шерстяная подбивка; в масло попала вода; применено масло неподходящего сорта; мал зазор между вкладышами и осью.
Выброс смазки из подшипниковых камер внутрь двигателя.
Причины: большие зазоры в лабиринтных уплотнениях или излишнее количество смазки; засорение и загрязнение дренажных отверстий в подшипниковых щитах.
⇐ | Выпрямительная установка | | Электровоз ВЛ80к | | Классификация вспомогательных электрических машин | ⇒